yliopettaja Eero Pikkarainen
Tehtðvð:
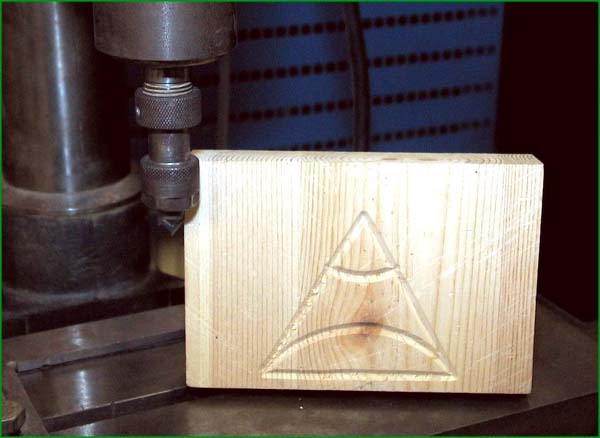
- Tehtðvðnð on ohjelmoida ja koneistaa konelaboratoriossa olevalla
p—ytðmallisella, vanhalla NC-tekniikan peruskoulutuskoneella TERCO
CM400/CNC1000 jyrsinkoneella kuvan 1 mukainen kuvio puulevyn pintaan.
TERCO on 1980-luvun alkupuolella hankittu oppilaitoksen ensimmðinen NC-
kone. Kuvassa 2 on esitettynð koko harjoitusty—ssð kðytetty laitteisto,
kuvassa 3 TERCO CM400/CNC 1000 -jyrsinkone ja kuvassa 9 sen ohjausyksikk—.
Erikoisuutena koneesta on mainittava, ettð koordinaatit pitðð antaa viidellð numerolla, kahdella desimaalilla ilman desimaalipistettð. Lisðksi ympyrðnkaaret pitðð jakaa neljðnneksiin, eli kone ei ymmðrrð yli neljðnnesympyrðn olevia kaaria. Kone ei ymmðrrð kommentteja.
Aihio 70 x 70 x 15. Uran koneistussyvyys 3 mm. Kuvio sijoitetaan keskelle levyð.
Ty—kalut ja kiinnittimet: Koneistaminen suoritetaan viisteterðllð, jonka kðrkikulma on 90 astetta. Aihio kiinnitetððn koneen p—ydðllð olevaan epðkeskoilla toimivaan puristimeen.
Ty—n vaiheet:
1. Kirjoita ohjelma tietokoneella kðyttðen joko Microsoft Word, Notepad tai muuta kirjoitusohjelmaa. Tiedoston talletusmuodon on oltava tekstitiedosto. Liitð tiedoston tarkentimeksi .NC, esimerkiksi TERCO.NC.
2. Lðvistð laatimasi tiedosto konelaboratoriossa olevalla reikanauhan lðvistimellð (kuva 4) reikðnauhaksi. Kirjoita NAUHA TERCO.NC, jolloin kðynnistyy nauha.bat -tiedoston ajo.
3. Lue lðvistetty reikðnauha Tercon ohjauksen muistiin. Kuva 9 esittðð NC-koneen ohjausta ja reikðnauhaa reikðnauhanlukijassa. Paina LOAD TAPE ja 1.
4. Aseta viistejyrsin koneen karan istukkaan, ellei se ole jo valmiiksi kiinnitettynð.
5. Aseta kappaleen aihio kiinnittimeen (kuva7).
6. Aja kone haluamaasi origoon kðsin ajolla ja aseta origo painamalla SET ZEROPOINT, (kuva 6).
7. Suorita ohjelman alun vaatimat siirrot ohjelman alkupisteeseen. (Kuva5)
8. Aloita ohjelman suorittaminen painamalla RUN-nðppðintð N 001.
9. Koneen alkaessa ty—stðð, sððdð sy—tt—nopeutta urakkamiehenkytkimellð.
10. Tarkista saamasi tulos. (Kuva8)
11. Poista kappale kiinnittimestð sekð ty—kalu karalta.
12. Sammuta ja puhdista kone, p—ytð ja jðlkesi.
KAPPALEEN OHJELMA TERCO CNC MILL 1000 -KONEELLE
%
N001S2F150M03
N002G00X000.00Y000.00Z005.00
N003G01Z-003.00
N004X082.00
N005X041.00Y071.00
N006X000.00Y000.00
N007G02X041.00Y021.40I041.00J-028.60
N008G02X082.00Y000.00I000.00J-050.00
N009G01Z005.00
N010G00X055.50Y045.90
N011G01Z-003.00
N012G02X041.00Y042.00I-014.50J025.10
N013G02X026.50Y045.90I000.00J029.00
N014G01Z010.00M05
N015:
Ohjelman selostus sisðisin linkein:
N on juokseva NC-ohjelman lauseen numero. Normaalisti tðmð voidaan jðttðð pois, mutta kðsin kirjoitettaessa ja opetettaessa se helpottaa kommunikointia ja jðrjestelmðllistð ty—skentelyð. Tercolla N-koodi on oltava ja se on ohjelmoitava vðliltð 0 999. Ohjelmoidaan juoksevin numeroin yhdestð alkaen.
S2 mððrittðð karan kierrosluvun alueen, S2 tarkoittaa korkeampaa kierroslukua 2660 r/min ja S1 alempaa kierroslukua 1380 r/min.
F150 kertoo ty—kalun sy—tt—nopeuden mm/min. Tulevissa lauseissa ty—kalun liike tapahtuu nopeudella 150 mm/min. Sy—tt—nopeus on ohjelmoitavissa 0 250 mm/min.
M03 on karan kðynnistðminen my—tðpðivððn. Se toimii ikððn kuin kytkimenð. M04 on karan kðynnistys vastapðivððn (tarvitaan harvoin) sekð M05 on karan pysðytys. Lauseen suorituksen lopussa kðynnistyy kara, joten on syytð olla varovainen.
Lauseella suoritetaan paikoitus origon ylðpuolelle 5 mm:n korkeudelle asetetusta origosta.
G00 mððrittðð pikaliikkeen, oikeastaan paikoitusliikkeen. Tðmð tapahtuu
koneen muistiin talletetulla pikaliikenopeudella eikð F-koodilla ole vaikutusta
nopeuteen. Pikaliikkeellð liikkuvat kaikki samassa lauseessa olevat akselit yhtð
aikaa.
X000.00, Y000.00 ja Z005.00 ovat ohjelman koordinaattiarvoja. Ne pitðð Tercolla ohjelmoida ja antaa aina kahden desimaalin tarkkuudella kðyttðen desimaalipistettð. (Pilkku ei kelpaa)
Edellisestð lauseesta ovat voimassa karan mððrittelyt S2 ja M03 sekð sy—tt—nopeuden mððritys F150 (150 mm/min).
Lauseella suoritetaan laskeutuminen ty—syvyydelle Z-akselin suunnassa. Kun
kappaleen pinnan ja siten my—s origon ajatellaan olevan kappaleen pinnassa,
niin ty—syvyys otetaan ajamalla vain Z-akselia asemaan -3 mm. Liike
suoritetaan sy—tt—liikkeen nopeudella, koska on ohjelmoitu G01 (suoraviivainen
interpolointi ty—nopeudella).
Edellisistð lauseesta ovat voimassa koordinaattiarvot X0.Y0., karan mððrittelyt S2 ja M03 sekð sy—tt—nopeuden mððritys F150 (150 mm/min).
Lauseella suoritetaan suoraviivainen interpolointi ty—nopeudella pisteiden X0.Y0.Z-3 ja X0.82Y0.Z-3. vðlillð. Vain X-akselin arvo muuttuu. Saavutetaan kolmion oikea kulma.
Edellisistð lauseista ovat voimassa mððrittelyt G01 (suoraviivainen
interpolointi), koordinaatit X0 ja Z-3, karan py—rimisen mððrittelyt S2 ja M03
sekð sy—tt—nopeus F 150 (F150 mm/min).
Lauseella suoritetaan suoraviivainen interpolointi ty—nopeudella pisteiden X0.82Y0.Z-3. ja X41.Y71.Z-3. vðlillð. Saavutetaan kolmion kðrki.
Edellisistð lauseista ovat voimassa mððrittelyt G01 (suoraviivainen interpolointi), koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min).
Lauseella suoritetaan suoraviivainen interpolointi ty—nopeudella pisteiden X41.Y71.Z-3. ja X0.Y0.Z-3. vðlillð. Saavutetaan kolmion vasen kulma.
Edellisistð lauseista ovat voimassa mððrittelyt G01 (suoraviivainen interpolointi), koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min).
N007G02X041.00Y021.40I041.00J-028.60
Lauseella suoritetaan ympyrðnkaari-interpolointi ty—nopeudella pisteiden X0.Y0.Z-3. ja X41.Y21.40Z-3. Saavutetaan kolmion kannalla olevan kaaren ylin piste. G02 ilmaiseen, ettð tehdððn ympyrðkaari-interpolointi kiertðen my—tðpðivððn. Vastaavasti G03 ilmaisee, ettð ympyrðkaari-interpolointi tehdððn vastapðivððn.
Kaarta koneistaessaan koneen on tiedettðvð kaaren keskipisteen paikka. Se ilmaistaan vektorilla, jonka alkupiste on koneen piste edellisen lauseen lopussa (tðmðn lauseen alussa ennen liikkeitð) ja loppupiste kaaren keskipiste. I041.00 ilmaisee vektorin X-suuntaisen komponentin ja J-028.60 Y-suuntaisen komponentin. Nðin I 041.00 ilmaisee vektorin olevan suuntautuneena X- akselin positiiviseen suuntaan sekð J-028.60 ilmaisee vektorin olevan suuntautunut Y-akselin negatiiviseen suuntaan. Koordinaatit X041.00Y021.40 ilmaisevat kaaren loppupisteen.
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X0.Y0., koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min). Tðssð sy—tt—nopeus on nyt ty—kalun liikkeen nopeus kaaren kehðn tangentin suuntaan.
N008G02X082.00Y000.00I000.00J-050.00
Lauseella suoritetaan ympyrðnkaari-interpolointi ty—nopeudella pisteiden X41.Y21.40Z-3. ja X82.Y0.Z-3. Saavutetaan kolmion kannalla olevan kaaren loppupiste, kolmion oikea kulma. G02 ilmaiseen, ettð tehdððn ympyrðkaari- interpolointi kiertðen my—tðpðivððn. Vastaavasti G03 ilmaisee, ettð ympyrðkaari-interpolointi tehdððn vastapðivððn.
Tercolla pitðð kaaret jakaa neljðnneksiin. Tðssð voidaan ajatella koordinaattiviivasto siirretyksi kaaren keskipisteeseen. Mikðli kaari kulkee kahden neljðnneksen alueella, pitðð se jakaa. Nðin edellinen kaari oli yhden neljðnneksen kaaren koneistusta ja tðllð lauseella jatketaan samaa kaarta.
Kaarta koneistaessaan koneen on tiedettðvð kaaren keskipisteen paikka. Se ilmaistaan vektorilla, jonka alkupiste on koneen piste edellisen lauseen lopussa (tðmðn lauseen alussa ennen liikkeitð) ja loppupiste kaaren keskipiste. I000.00 ilmaisee vektorin X-suuntaisen komponentin ja J-050.00 Y-suuntaisen komponentin. Nðin I 000.00 ilmaisee ettei vektorilla ole X-akselin suuntaista komponenttia sekð J-050.00 ilmaisee vektorin olevan suuntautunut Y-akselin negatiiviseen suuntaan. Koordinaatit X082.00Y000.00 ilmaisevat kaaren loppupisteen.
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X41.Y21.4, koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min). Tðssð sy—tt—nopeus on nyt ty—kalun liikkeen nopeus kaaren kehðn tangentin suuntaan.
Lauseella suoritetaan ty—kalun nostaminen Z-akselin suunnassa korkeudelle Z5. Tðll—in ty—kalun kðrki py—rii pisteen X82Y0 (kolmion oikea nurkka) pððllð 5 mm kappaleen ylðpinnan ylðpuolella. G01 mððrittðð suoraviivaisen interpoloinnin sy—tt—nopeudella. Liike tapahtuu pisteiden X82.Y0.Z-3. ja X82.Y0.Z5. vðlillð.
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X82.Y0.Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min).
Lauseella suoritetaan ty—kalun paikoittaminen uuteen asemaan X55.50Y0.45.90 (kolmion kðrjessð olevan kaaren oikean alkupisteen ylðpuolelle). Liike tapahtuu pisteiden X82.Y0.Z5. ja X55.5Y45.9Z5. vðlillð.
G00 mððrittðð pikaliikkeen, jolloin kone paikoittaa rakenteellisella pikaliikenopeudellaan kiihdyttðen kaikki liikkeeseen ohjelmoidut akselit maksiminopeuteen. Yleensð lyhimmðn liikkeen tekevð akseli saavuttaa tavoiteasemansa ensi ja toiset jatkavat liikettððn. Nðin pikaliikkeellð tapahtuvan liikkeen rata on usein murtoviiva, mikð tðytyy ottaa huomioon kiinnittimissð ja suoritettava tarvittaessa my—s vðist—liikkeitð.
Z-akselin suunnassa korkeudelle Z5. Tðll—in ty—kalun kðrki py—rii pisteen X82Y0 pððllð 5 mm kappaleen ylðpinnan ylðpuolella. G01 mððrittðð suoraviivaisen interpoloinnin sy—tt—nopeudella. Liike tapahtuu pisteiden X82.Y0.Z-3. ja X82.Y0.Z5. vðlillð.
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X82.Y0.Z5. sekð py—rimisen mððrittelyt S2 ja M03. Sy—tt—nopeutta F 150 ei nyt tarvita, mutta se on toki voimassa.
Lauseella suoritetaan laskeutuminen ty—syvyydelle Z-akselin suunnassa. Kun kappaleen pinnan ja siten my—s origon ajatellaan olevan kappaleen pinnassa, niin ty—syvyys otetaan ajamalla vain Z-akselia asemaan -3 mm. Liike tehdððn pisteiden X55.5Y45.9Z5 ja X55.5Y45.9Z-3 vðlillð. Liike suoritetaan sy—tt—liikkeen nopeudella, koska on ohjelmoitu G01 (suoraviivainen interpolointi ty—nopeudella).
Edellisistð lauseesta ovat voimassa koordinaattiarvot X55.5.Y45.9Z5., karan mððrittelyt S2 ja M03 sekð sy—tt—nopeuden mððritys F150 (150 mm/min).
N012G02X041.00Y042.00I-014.50J025.10
Lauseella suoritetaan ympyrðnkaari-interpolointi ty—nopeudella pisteiden X55.5.Y45.9Z-3. ja X41.Y42.Z-3. Saavutetaan kolmion kðrjessð olevan kaaren alin piste. G02 ilmaiseen, ettð tehdððn ympyrðkaari-interpolointi kiertðen my—tðpðivððn. Vastaavasti G03 ilmaisee, ettð ympyrðkaari-interpolointi tehdððn vastapðivððn.
Kaarta koneistaessaan koneen on tiedettðvð kaaren keskipisteen paikka. Se ilmaistaan vektorilla, jonka alkupiste on koneen piste edellisen lauseen lopussa (tðmðn lauseen alussa ennen liikkeitð) ja loppupiste kaaren keskipiste. I-014.50 ilmaisee vektorin X-suuntaisen komponentin ja J-025.10 Y-suuntaisen komponentin. Nðin I-014.5 ilmaisee vektorin olevan suuntautuneena X-akselin negatiiviseen suuntaan sekð J025.10 ilmaisee vektorin olevan suuntautunut Y- akselin positiiviseen suuntaan. Koordinaatit X041.00Y042.00 ilmaisevat kaaren loppupisteen (nyt neljðnneksen leikkauspisteen).
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X55.50Y45.9, koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min). Tðssð sy—tt—nopeus on nyt ty—kalun liikkeen nopeus kaaren kehðn tangentin suuntaan.
N013G02X026.50Y045.90I000.00J029.00
Lauseella suoritetaan ympyrðnkaari-interpolointi ty—nopeudella pisteiden X41.Y42.Z-3. ja X26.5Y45.9.Z-3. Saavutetaan kolmion kðrjessð olevan kaaren vasen pððtepiste. G02 ilmaiseen, ettð tehdððn ympyrðkaari-interpolointi kiertðen my—tðpðivððn. Vastaavasti G03 ilmaisee, ettð ympyrðkaari-interpolointi tehdððn vastapðivððn.
Tercolla pitðð kaaret jakaa neljðnneksiin. Tðssð voidaan ajatella koordinaattiviivasto siirretyksi kaaren keskipisteeseen. Mikðli kaari kulkee kahden neljðnneksen alueella, pitðð se jakaa. Nðin edellinen kaari oli yhden neljðnneksen kaaren koneistusta ja tðllð lauseella jatketaan samaa kaarta.
Kaarta koneistaessaan koneen on tiedettðvð kaaren keskipisteen paikka. Se ilmaistaan vektorilla, jonka alkupiste on koneen piste edellisen lauseen lopussa (tðmðn lauseen alussa ennen liikkeitð) ja loppupiste kaaren keskipiste. I000.00 ilmaisee vektorin X-suuntaisen komponentin ja J29.00 Y-suuntaisen komponentin. Nðin I000.00 ilmaisee ettei vektorilla ole X-akselin suuntaista komponenttia sekð J29.00 ilmaisee vektorin olevan suuntautunut Y-akselin positiiviseen suuntaan. Koordinaatit X026.5Y45.9 ilmaisevat kaaren loppupisteen.
Edellisistð lauseista ovat voimassa kaaren alkupisteen koordinaatit X41.Y42., koordinaatti Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min). Tðssð sy—tt—nopeus on nyt ty—kalun liikkeen nopeus kaaren kehðn tangentin suuntaan.
Lauseella suoritetaan ty—kalun nostaminen 10 mm kappaleen pinnan ylðpuolelle. Liike tapahtuu pisteiden X26.5Y45.9Z-3. ja X26.5Y45.9Z5. vðlillð. G01 ilmaisee kðytettðvðn suoraviivaista interpolointia ty—nopeudella. M05 ilmaisee, ettð lauseen lopussa pysðytetððn kara.
Edellisistð lauseista ovat voimassa koordinaatit X26.5.Y45.9Z-3, karan py—rimisen mððrittelyt S2 ja M03 sekð sy—tt—nopeus F 150 (sy—tt—nopeus F150 mm/min).
Tðmð ohjelma pððttyy pisteeseen, jossa ty—kalun kðrki on asemassa X26.5Y45.9Z10.
Reikðnauhaan lðvistettðvð lukemisen loppumerkki. Ellei tðtð ole lðvistetty omalle rivilleen reikðnauhan loppuun, ei Terco pysðytð reikðnauhan luentaa.
Kuvat:
-
kuva 1, koneistettava kappale,
kuva 2, ty—ssð kðytettðvð laitteisto,
kuva 3, Terco-jyrsinkone ohjauksineen,
kuva 4, reikðnauhanlðvistyslaitteisto,
kuva 5, aihion kiinnitys,
kuva 6, ty—kalu on halutussa origossa,
kuva 7, ty—kalu on viimeisessð ohjelman pisteessð,
kuva 8, valmis kappale irrotettuna,
kuva 9, Terco-jyrsinkoneen ohjausyksikk—.