Koneiden kunnonvalvonta ja
erityisesti värähtelymittaukset ovat tulleet yhdeksi
tärkeäksi tekijäksi teollisuuden kunnossapidossa.
Yhä useammassa tuotantolaitoksessa on havaittu kunnonvalvonnan
myönteinen vaikutus koneiden käyttöasteeseen ja
toiminnan kannattavuuteen. Tähän on vaikuttanut erityisesti
tietokoneavusteisen kunnonvalvonnan käyttöönotto
viimeisen kymmenen vuoden aikana, minkä ansiosta suurta
mittaustietomäärää pystytään hallitsemaan
ja käsittelemään siten, että tuotantolaitoksen
koneiden kunto on jatkuvasti tiedossa.
Kunnonvalvonta
osana kunnossapitoa
Kunnonvalvonta liittyy monella tavalla yrityksen
muihin toimintoihin. Kunnonvalvonta on kunnossapidon osa-alue, ja se
tuottaa tehdaslaitoksen investointien, käytön ja
kunnossapidon kannalta oleellisia tietoja. Lisäksi kunnonvalvonnan
avulla voidaan vaikuttaa yrityksen kannattavuuteen.
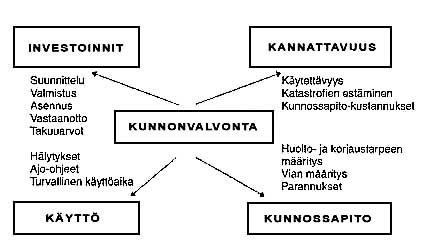
Kuva 1. Kunnonvalvonnan
liityntöjä
Yhä useammassa yrityksessä kunnonvalvonta
tiedostetaan merkittäväksi keinoksi vaikuttaa
kannattavuuteen. Kunnonvalvonnalla saavutettavia hyötyjä ovat
tuottavuuden kasvu, kunnossapidon suunnitelmallisuus, seisokkiaikojen
parempi hyödyntäminen, suunnittelemattomien seisokkien
väheneminen ja koneen pidentynyt elinikä.
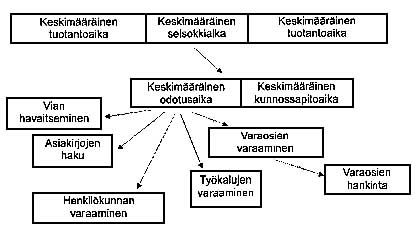
Kuva 2. Kunnonvalvonta
lyhentää
keskimääräistä seisokkiaikaa
Kunnonvalvonnan avulla voidaan seisokin
keskimääräinen odotusaika eliminoida, koska siihen
liittyvät toimenpiteet voidaan tehdä tuotantoajalla.
Toisaalta myös keskimääräistä
kunnossapitoaikaa voidaan lyhentää, koska viat eivät
pääse kehittymään vaurioiksi ja tarvittavat
kunnossapitotyöt voidaan suunnitella paremmin vikojen ollessa jo
tiedossa.
Kunnonvalvonnan avulla voidaan voittaa lisää
tuotantoaikaa. Siirtymällä korjaavasta kunnossapidosta
mittaavaan kunnossapitoon voidaan kunnossapitokustannuksia pudottaa
useimmissa tapauksissa yli 50 prosenttia.
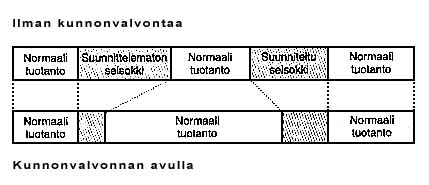
Kuva 3. Tuotantoajan
lisääminen kunnonvalvonnan avulla
Kunnonvalvonnan avulla pyritään siis siihen,
että kunnossapitotyöt suoritetaan oikea-aikaisesti ja vain
silloin, kun koneiden kunto niitä edellyttää.
MIKSI KUNNONVALVONTAA
Uhraamalla mittaustoimintaan resursseja
miestyötunteina sekä pääomana saadaan aikaan
huomattavan suuri rahallinen säästö tuotantolaitoksen
eri kulumomenteilta. Oikealla tavalla suoritetun kunnonvalvonnan avulla
voidaan mm. vähentää odottamattomia seisokkeja,
välttää turhia koneiden avaamisia, pienentää
varaosavarastoa sekä lyhentää
välttämättömiä, suunniteltuja
seisokkeja.
Aiemmin kunnonvalvontaa suoritettiin pääasiassa
aistihavaintojen avulla, mm. kuuntelemalla laakereita puukepin avulla,
kokeilemalla koneenosien lämpöä ja tunnustelemalla
jaloilla tai kädellä koneen tärinää. Koneiden
kuntoa voitiin arvioida myös seuraamalla lopputuotteen laatua.
Näitä menetelmiä ei pidä aliarvioida
tänäkään päivänä, mutta niitä
korvaamaan ja täydentämään on ryhdytty
käyttämään yhä enemmän erilaisia
mittausmenetelmiä.
Kuva 4. PSK 5709:
Kunnonvalvonnan
optimointi.
Seuraavassa esitetään tärkeimmät syyt mittaavan kunnonvalvonnan käyttöön.
- Tuotantolinjoja
rakennetaan
ilman varakoneita. Tällöin yksittäisen
koneen käynti tulee kriittisemmäksi koko tehtaan
kannalta.
- Tuotantomäärien
kohoaminen on aiheuttanut sen,
että seisokkituntien hinnat ovat nousseet.
- Pyörimisnopeuksien
kasvu on aiheuttanut sen, että vikojen kehittyminen tapahtuu
nopeammin.
- Koneiden rakenteiden
keventäminen on tuonut tärinävalvonnan
rakenteiden keston kannalta yhä
tärkeämmäksi.
- Prosessien säätöjen muuttuessa yhä
enemmän kierroslukusäätöisiksi vaihtelee koneiden
tärinäkäyttäytyminen huomattavasti eri
kierroslukualueilla.
- Huolto- ja
käyttöhenkilökunnan
vähentäminen aiheuttaa sen, että
säännöllinen aistienvarainen valvonta
koneiden luona on vähentynyt.
- Aistinvaraisista huomioista ei saada kirjattuja tunnuslukuja, joiden avulla voitaisiin koneiden kuntoa valvoa.
- Keräilevien mittalaitteiden kehittyminen on madaltanut niiden käyttöönottokynnystä.
- Meluisa, vaarallinen tai muuten
epämiellyttävä ympäristö on antanut aiheen
siirtyä käyttämään mittauksia aistihavaintojen
sijasta.
Erilaisia kunnonvalvonnan mittausmenetelmiä on
teollisuudessa käytetty suunnitellusti 1960-luvulta lähtien.
Merkittävässä määrin mittaustoimintaan
alettiin panostaa 1980-luvulla, ja tänä
päivänä kaikista teollisista tuotantolaitoksista
löytyy jokin mittalaite, jonka avulla voidaan valvoa koneiden
kuntoa. Kunnonvalvontaan keskittyviä henkilöitä on
nykyisin lähes jokaisessa suuressa tuotantolaitoksessa.
Kuva 5. Kunnonvalvontatoiminnan
jako elementteihin.
KKonetietojen perusteella määritellään
mittauksen tarve ja laajuus. Pistetietojen avulla
määritetään mittauspisteen sijainti, mittaussuunta
ja -tapa. Mittausmääritykset kertovat yksityiskohtaisesti
mittauksen suorittamiseen liittyvät mittalaitteen asetukset.
Työnsuunnittelu käsittää
mittauspisteiden järjestämisen järkeväksi reitiksi,
eri mittauspisteiden mittausaikavälien
määrittämisen sekä työn valvonnan, jotta
mittaukset tulevat suoritetuiksi.
Kunnonvalvonnasta saadaan paljon mittaustuloksia. Osa
näistä on suoraan käytettävissä trendausta
varten, mutta valtaosa vaatii jatkokäsittelyä.
Kunnonvalvonta ei ole pelkästään laittein
mittaamista, vaan yksi sen osa on erilaisten aistinvaraisten
havaintojen tekeminen.
Mittaustulokset ja havainnot saattavat suoraan johtaa
hälytyksiin, mutta useimmissa tapauksissa mittaustuloksia on
analysoitava, jotta ne olisivat kunnossapidon kannalta
käyttökelpoisia.
Kunnonvalvonnan kannalta on oleellista, että koneista
ja tapahtuneista vaurioista on käytettävissä
historiatietoa. Tällä varmistetaan diagnosoinnin
onnistuminen.
Käytönvalvonta
Käytönvalvonnalla varmistetaan prosessin
toiminta siten, että lopputuote saadaan valmistettua tavoitteiden
mukaisesti. Joissakin tapauksissa käytön- ja kunnonvalvonta
tapahtuu samalla järjestelmällä samojen mittaussuureiden
avulla. Esimerkiksi paperikoneen huovan tai telan profiilin valvonta (kuva 6)
on sekä käytön- että kunnonvalvontaa, samoin
monissa prosessikohteissa suoritettava lämpötilan
mittaus.
Oma alueensa ovat ne mittaukset, joilla pyritään
selvittämään tietyn koneen työkunto ja soveltuvuus
prosessiin. Koneesta ei tällöin etsitä vikaa
perinteisessä kunnossapitomielessä, vaan tarkastellaan sen
sopivuutta koko prosessiin, ja mahdollisesti muutetaan sen
toimintatapaa, jotta saavutettaisiin parempi tuotos ja/tai
hyötysuhde. Esimerkkinä tästä on turbiinin
hyötysuhteen mittaus ja sähkömoottorin ottaman
ampeerimäärän seuranta.
Vikojen selvitys
Prosessissa ja koneissa havaittuja vikoja täytyy
usein tutkia tarkemmin erilaisilla mittauksilla, ennen kuin selvät
korjausohjeet voidaan antaa. Myös vian vakavuuden ja kehityksen
arviointi on tärkeää, jotta korjaukset osataan ajoittaa
sopivaan ajankohtaan.
Vikojen selvitykseen voidaan käyttää
yleisesti käytössä olevia yksikanavaisia
analysaattoreita mm. silloin, kun halutaan selvittää,
minkä koneenosan kunnon heikkeneminen on esimerkiksi kohonneen
tärinätason syynä.
Monipuolisempia mittalaitteita ja -ohjelmia joudutaan
käyttämään silloin, kun selvitetään
koneen dynaamisia, rakenteellisia ongelmia, prosessiolosuhteiden
vaikutuksia koneiden tärinään ja monimutkaisesta
konekokonaisuudesta tärinän alkuperäistä
lähdettä.
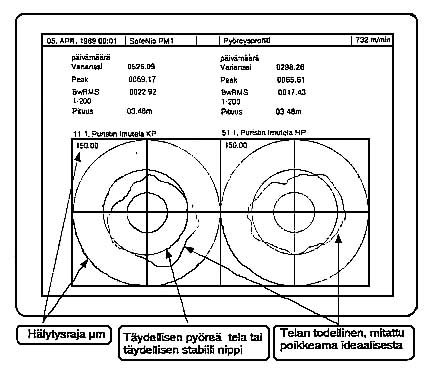
Kuva 6. Telan profiilin valvonta
