|
Sivukartta Palaute |
| Etusivu
> Mekaniikka
> 2. Värähtelymittaukset |
Seuraava
| Edellinen |
2.
Värähtelymittaukset
|
|
|
Värähtelymittaus on yleisimmin käytetty menetelmä kunnonvalvonnassa, ja sitä käytetään myös käytönvalvonnassa sekä vikaselvityksissä. Oikein sovellettuna värähtelymittaus on useimmissa tapauksissa paras ennakoivan kunnossapidon mittausmenetelmä, mutta väärin sovellettuna ajan ja resurssien tuhlausta. Värähtelymittausmenetelmiä ja mittalaitteita on tarjolla lähes rajattomasti, ja ilman aikaisempaa kokemusta on vaikea tietää, mikä mittalaite ja -menetelmä olisi omiin kunnonvalvontatarpeisiin riittävä. Värähtelymittausmenetelmät voidaan jakaa karkeasti seuraaviin luokkiin:
Luokkaan 1 kuuluvia mittalaitteita tarvitaan koneiden
kunnonvalvontaan yleensä kaksi kappaletta. Toinen mittari mittaa
koneiden kokonaistärinää tyypillisesti taajuusalueelta
10–1000 Hz, joka karkeasti kertoo koneen akselin pyörimiseen
liittyvien vikojen olemassaolosta. Toista mittaria
käytetään pääasiassa vierintälaakereiden
kunnon valvontaan, mikä tapahtuu mittaamalla korkeataajuista
värähtelyä, tyypillisesti yli 2 000 Hz taajuudelta.
Korkeataajuisen värähtelyn on havaittu kasvavan
selvästi, kun voitelukalvo häviää
vierintälaakerista tai jokin laakerivika pääsee
syntymään. Myös erityiset
ultraäänimittalaitteet kuuluvat tähän luokkaan.
Niitä voidaan käyttää paitsi laakereiden
kunnonvalvontaan myös kaasu- ja nestevuotojen paikallistamiseen. Mikäli valvottavat koneet ovat rakenteeltaan sellaisia, että niissä ei ole useita erillisiä akseleita pyörimässä eri nopeuksilla, ovat luokan 1 mittalaitteet yleensä riittävän herkkiä koneiden kunnonvalvontaan.
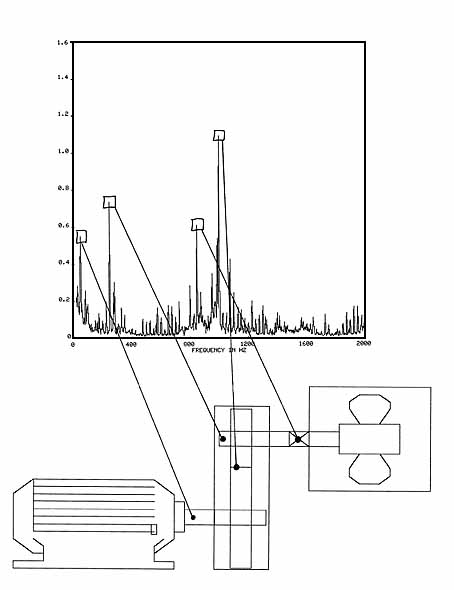
Mikäli valvottavissa koneissa on erinopeuksisia akseleita, ja täten myös voimansiirtolaitteina esimerkiksi hihnakäyttöjä tai hammasvaihteita, on luokan 1 kunnonvalvontalaitteiden käyttö monien vikojen tunnistamiseksi liian epäherkkä. Esimerkiksi korkea tärinän kokonaistasoarvo voi olla seurausta suuresta epätasapainosta toisella akselilla, linjausvirheestä, laakeriviasta, löysästä alustakiinnityksestä, rakenteen resonanssista tai pumpun kavitaatiosta. Se voi olla myös luonnollista seurausta koneen tekemästä työstä, kuten vaihteistoissa voiman välityksestä akselilta toiselle ja kompressoreissa epätasaisesta puristetun ilman poistumisesta. Tällöin kunnonvalvonta suoritetaan usein käyttämällä luokan 2 mittalaitteita, jotka ovat yksi- tai monikanavaisia spektrianalysaattoreita. Näillä suoritettava tärinän yksityiskohtainen valvonta tarkoittaa sitä, että koneen aiheuttaman värähtelysignaalin eri osataajuudet ja niiden suuruudet erotetaan toisistaan. Monimutkaisesta koneesta tulevat eri tärinätaajuudet. Näin yksittäisten koneenosien aiheuttama tärinä pystytään tunnistamaan ja voidaan kohtuullisen luotettavasti seurata eri koneen osien kunnon kehittymistä. Myös erityiset, pitkälle kehitetyt valvontamenetelmät ovat näillä mittalaitteilla mahdollisia: keskiarvostettu aikatasoanalyysi, verhokäyräanalyysi, vaihekulma-analyysi ja spektrianalyysi. Riippumatta siitä, minkä tasoista mittalaitteistoa käytetään koneiden kunnonvalvontaan, oleellista on mittaustulosten järkevä käsittely ja dokumentointi. Ilman niitä ei vauriokehitystä pystytä havaitsemaan ja vaurioitumisen ajankohtaa arvioimaan. Tämä pätee myös useimpiin muihinkin mittausmenetelmiin kuin tärinämittaukseen. |
|
| Etusivu > Mekaniikka > 2. Värähtelymittaukset | Seuraava | Edellinen |