Sähkökemiallinen
korroosio esiintyy käytännössä
useissa eri muodoissa, jotka vaihtelevat materiaalin ominaisuuksien,
kemiallisten ja mekaanisten
ympäristötekijöiden, syöpymiselle
alttiin konstruktion valmistuksen, rakenteen ja toimintamekanismin
mukaan.
Nämä esiintymismuodot voidaan jakaa
ulkonäön tai korroosioon vaikuttavien
tekijöiden perusteella monella eri tavalla. Seuraavassa
esitellään korroosion erilaisia esiintymismuotoja
(lyhennelmä SKY:n korroosiokäsikirjan
esityksestä).
Sähkökemiallisen
korroosion esiintymismuodot
jaotellaan yleisesti seuraavasti:
- Yleinen
syöpyminen
- Paikallinen
syöpyminen
– pistesyöpyminen
– rako- eli
piilokorroosio
- Galvaaninen
eli kontaktikorroosio
- Pintaan
kohdistuvan mekaanisen rasituksen aiheuttama
syöpyminen
– eroosiokorroosio
– kavitaatiokorroosio
– hiertymiskorroosio
- Raerajakorroosio
- Valikoiva
syöpyminen
- Jännitystilan
ja korroosion yhteisvaikutuksesta
aiheutuva murtuminen
– jännityskorroosio
– korroosioväsyminen
Yleinen
syöpyminen
Yleisessä
syöpymisessä metallin koko pinta syöpyy
tasaisella nopeudella anodisten ja katodisten alueiden vaihtaessa koko
ajan sijaintiaan pinnalla. Yleinen syöpyminen on
suojaamattomille ja useissa tapauksissa myös kemikaaleille
altistetuille metallipinnoille tyypillinen korroosiomuoto. Yleisen
syöpymisen seuraaminen on yleensä helppoa
painohäviö- tai
seinämäpaksuusmittausten avulla.
Pistesyöpyminen
Pistesyöpymisessä metallin
syöpyminen keskittyy pienille alueille metallin pinnalla
synnyttäen paikallisia kuoppamaisia
syvänteitä. Pistesyöpymä etenee
harvoin massiivisten rakenteiden läpi. Yleensä se
pysähtyy, kun kuopat ovat saavuttaneet tietyn syvyyden.
Ohutseinämäisissä
säiliöissä ja putkistoissa se saattaa
kuitenkin mennä seinämän läpi ja
aiheuttaa vuotoja.
Pistesyöpyminen voi saada alkunsa erilaisista
pinnan heterogeenisuuksista, kuten urista (pinnankarheus),
pintakalvojen rakennevirheistä, pinnalla olevista
elektrolyyttipisaroista sekä esimerkiksi liuoksen voimakkaasta
törmäyksestä pintaan. Myös liuoksen
sisältämät aggressiiviset anionit, kuten Cl--,Br--,
hypokloriitti- tai thiosulfaattianionit aiheuttavat
pistesyöpymää. Tyypillistä on
esimerkiksi ruostumattoman teräksen syöpyminen
pistemäisesti merivedessä tai NaCl-liuoksessa.
Pistesyöpyminen onkin yleinen korroosiomuoto sellaisilla
metalleilla, joiden korroosionkestävyys perustuu pintaa
suojaavaan passiivikerrokseen (esim. alumiini ja ruostumaton
teräs) tai perusmetallia jalompaan pinnoitteeseen.
Ruostumattoman teräksen passiivikerros on
muutaman nanometrin paksuinen hydratoitunut geelimäinen
oksidikalvo. Kloridipitoisissa liuoksissa kloridi-ionit
syrjäyttävät passiivikerroksen
vesimolekyylejä. Passiivikerroksessa olevien virheiden
kohdalla metalli-ionit, jotka normaalisti hydratoituvat osaksi
passiivikerrosta, liukenevat ja muodostavat metallikloridikomplekseja,
jotka edelleen hajaantuvat. Passiivikerrokseen jää
tällöin edelleen aukko, josta metallin liukeneminen
jatkuu ja pistesyöpyminen alkaa. Syöpymisen jatkuessa
olosuhteet syöpymän kohdalla muuttuvat kloridi-ionien
konsentroituessa syöpymän alueelle ja liuoksen
happamuuden lisääntyessä
syöpymän alueella.
Ruostumattomien terästen
pistesyöpymisherkkyys riippuu liuoksen kloridi-pitoisuuden
lisäksi oleellisesti liuoksen pH:sta, teräksen
elektrodipotentiaalista, liuoksen virtausnopeudesta ja
lämpötilasta. Pistesyöpymisvaara on suurin
happamissa liuoksissa. Emäksisissä liuoksissa
pH-arvon ollessa suurempi kuin 12 pistesyöpyminen on
epätodennäköistä.
Pistesyöpymisen alkaminen edellyttää,
että elektrodipotentiaali ylittää
teräksestä ja liuoksesta riippuvan ns.
pistesyöpymäpotentiaaliarvon.
Lämpötilan kohoaminen lisää
myös pistesyöpymisen vaaraa, ja esimerkiksi
merivedessä pistesyöpymisen vaara on suurin
virtausnopeuden ollessa pieni.
Ruostumattomien terästen
pistesyöpymistaipumusta voidaan
vähentää seostuksen avulla. Tehokkaimmin
vaikuttava seosaine on molybdeeni, mutta myös kromi- ja
typpiseostuksella on pistesyöpymätaipumusta
pienentävä vaikutus.
Rakokorroosio
Sellaisissa ahtaissa raoissa, joihin liuos
pääsee tunkeutumaan, mutta joissa se ei
pääse vaihtumaan samalla nopeudella kuin muilla
metallipinnan alueilla, tapahtuu rakokorroosiota. Tavallisimmin
tällainen korroosiotilanne syntyy mm. seuraavissa
tilanteissa:
-
Rakenne on geometrisiltä muodoiltaan tai
valmistustekniikaltaan sellainen, että noin
0,025–0,1 mm rakoja muodostuu liuoksen kanssa kosketuksissa
oleville alueille. Yleensä tällaisia rakoja muodostuu
erilaisiin niitti-, pultti- ja hitsausliitoksiin.
-
Metallin ja epämetallien
kosketuspinnoilla, kuten tiivisteliitoksissa, syntyy rakokorroosiota,
mikäli esim. käytetty tiivistemateriaali on
vettä absorboivaa tai ei täysin peitä
tiivistepintaa.
-
Metallin pinnalla on erilaisia kiinteitä
partikkeleita, esim. hiekkaa tai liasta tai korroosiotuotteista
muodostuneita kiinteitä saostumia.
Rakokorroosiota esiintyy useimmilla metalleilla aina
jaloista metalleista (esim. hopea ja kupari) hyvin epäjaloihin
metalleihin (titaani ja alumiini). Erityisesti ne metallit, joiden
korroosionkestävyys on seurausta passivaatiosta (esim.
ruostumattomat teräkset) ovat hyvin herkkiä
rakokorroosiolle. Rakokorroosiota esiintyy erilaisten aggressiivisten
liuosten, niin happamien kuin emäksistenkin,
yhteydessä. Myös luonnonvedet voivat aiheuttaa
rakokorroosiota. Samoin kuin pistekorroosionkin tapauksessa, erityisen
vaarallisia ovat kloridi-ioneja sisältävät
liuokset.
Rakokorroosion aiheuttaa liuoksen koostumuksen
muuttuminen raossa sellaiseksi, että korroosio kiihtyy.
Yleisimpänä korroosioparin muodostumisen
syynä ovat happipitoisuuserot liuoksessa.
Happiköyhempi alue raossa muodostuu anodiksi. Lisäksi
raossa tapahtuvan hydrolyysireaktion vaikutuksesta liuoksen happamuus
lisääntyy, jolloin passiivikerros, esimerkiksi
ruostumattomilla teräksillä, muuttuu
epästabiiliksi. Kloridi-ioneja
sisältävissä liuoksissa reaktiomekanismi on
samanlainen kuin pistekorroosionkin tapauksessa.
Galvaaninen korroosio
Galvaanista korroosiota esiintyy silloin, kun samassa
elektrolyytissä kaksi erilaista metallia on
sähköisessä kontaktissa toisiinsa.
Alhaisemman elektrodipotentiaalin omaava eli epäjalompi
metalli muodostuu anodiksi ja syöpyy. Jalomman metallin
syöpyminen puolestaan pysähtyy lähes
täysin. Galvaanisen parin
syöpymiskäyttäytymistä voidaan
arvioida käytännön olosuhteissa
(merivedessä) määritellyn potentiaalisarjan
avulla. Mitä kauempana sarjassa kontaktissa olevat metallit
sijaitsevat, sitä
todennäköisempää on galvaanisen
parin muodostuminen. Galvaaninen korroosiopari voi muodostua
myös silloin, kun metalli on kosketuksissa jalomman
ei-metallisen sähköä johtavan materiaalin
kanssa, esimerkiksi kun teräs, kupari tai ruostumaton
teräs on kosketuksissa grafiitin kanssa.
Korroosionopeuteen galvaanisessa parissa vaikuttavat
lähinnä seuraavat tekijät:
-
Metallien elektrodipotentiaalit
korroosio-olosuhteissa. Mitä suurempi on
elektrodipotentiaalien ero, sitä
todennäköisempää on toisen metallin
nopea syöpyminen. Potentiaaliero ei kuitenkaan
sinänsä määrää
korroosionopeutta, vaan sen määrää
lähinnä katodisen reaktion kinetiikka jalomman
metallin pinnalla.
-
Metallien pinta-alojen suhde. Erittäin
vaarallinen on tilanne, jossa anodin pinta-ala on pieni verrattuna
katodin pinta-alaan. Tästä syystä
esimerkiksi niittiliitoksessa on vältettävä
tilannetta, jossa niittimateriaali on epäjalompi kuin
liitettävät materiaalit.
-
Elektrolyytin luonne ja sen johtavuus. Kun
elektrolyytin johtavuus on suuri (esim. merivedessä),
epäjalompi metalli syöpyy tasaisemmin koko
pinta-alalta. Kun elektrolyytin johtavuus on alhainen, keskittyy
korroosio metallien rajapinnan lähistölle.
Galvaanista korroosioparia voidaan
hyödyntää korroosionestossa ns. katodisessa
suojauksessa: kytketään suojattava metalli
epäjalompaan metalliin (esim. teräksen suojaus
sinkki- tai magnesiumanodeilla merivedessä) tai pinnoitetaan
metalli epäjalommalla metallilla (teräksen suojaus
sinkkipinnoitteella ilmastollisessa rasituksessa).
Galvaaninen jalousjärjestys voi muuttua
olosuhteiden muuttuessa. Esimerkiksi rautasinkkiparissa tapahtuu
napaisuuden muutos talousvedessä lämpötilan
noustessa yli 60 °C:seen.
Eroosiokorroosio ja
kavitaatiokorroosio
Kun liuoksen liikenopeus kasvaa
riittävän suureksi, liuos pystyy irrottamaan metallin
pintaa suojaavia korroosiotuotekerroksia, jolloin korroosionopeus
kiihtyy. Tällaisessa puhtaan nesteen aiheuttamassa
eroosiokorroosiossa korroosionopeus riippuu virtausnopeudesta (kuva
1).
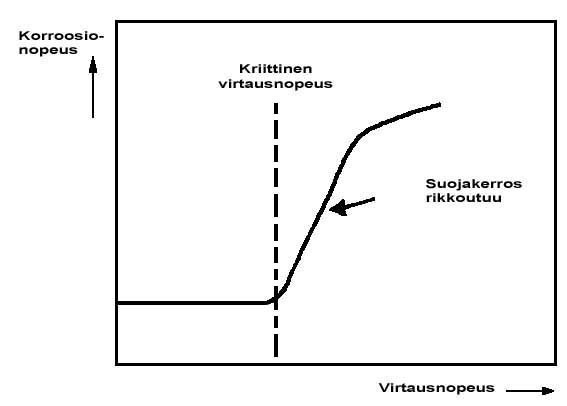
Kuva 1. Veden
virtausnopeuden vaikutus kupariseosten
korroosioon, kaaviollinen esitys.
Tavallisesti eroosiokorroosiota aiheuttavat virtauksen
epäjatkuvuuskohdat (kuva 2), jotka aiheuttavat
pyörteisen virtauksen mukana sen, että kriittinen
nopeus ylittyy. Putkistovirtauksessa eroosiokorroosiolle ovat alttiita
erilaiset putkimutkat, haarat sekä putkien suuaukot.
Kriittisen virtausnopeuden suuruus määräytyy
kussakin tilanteessa materiaalin ja ympäristön
mukaan.
Virtauksen mukana kulkeutuvat kiinteät
partikkelit lisäävät virtauksen kuluttavaa
vaikutusta aiheuttamalla ns. partikkelieroosiota.
Nämä partikkelit voivat rikkoa
korroosiosuojakerrokset metallin pinnalta jo kriittistä
virtausnopeutta pienemmillä partikkelinopeuksilla. Suurilla
nopeuksilla partikkelieroosio aiheuttaa yleensä metallipinnan
mekaanista kulumista, jolloin materiaalin
korroosionkestävyydellä ei ole enää
merkitystä.
Kavitaatiossa nestevirtaukseen syntyneet kaasukuplat
luhistuvat, jolloin nesteeseen syntyy voimakkaita paineaaltoja.
Kavitaatiokorroosiossa nämä paineaallot voivat rikkoa
metallin pintaa suojaavan passivaatiokalvon tai muun
korroosiotuotekerroksen paljastaen uutta metallia korroosiolle
alttiiksi. Riittävän voimakkaat paineiskut rikkovat
mekaanisesti metallipinnan, jolloin kyseessä on
kavitaatioeroosio.
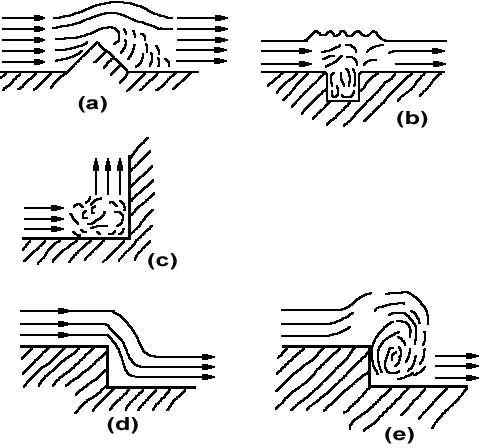
Kuva 2.
Esimerkkejä pyörteitä
synnyttävistä virtauspinnan
epätasaisuuksista.
Pienillä virtausnopeuksilla (d) ei pyörteitä
muodostu
niin helposti kuin suurilla nopeuksilla (e).
Kavitaatiokorroosiota esiintyy hydraulilaitteissa,
laivojen potkureissa, pumppujen siipipyörissä,
putkistoissa sekä laitteissa, joissa nesteen virtausnopeus on
suuri ja joissa esiintyy paineen vaihteluja. Kavitaatiokupla muodostuu
nesteen paineen paikallisesti laskiessa, jolloin vastaavasti nesteen
kiehumispiste laskee. Kupla luhistuu nestepaineen jälleen
noustessa. Kaasukuplan luhistuminen voi aiheuttaa tuhansien N/mm2
suuruisia paikallisia paineiskuja ja voimakasta paikallista
kuumenemista.
Hiertymiskorroosio
(fretting-korroosio)
Hiertymiskorroosiota tapahtuu kahden toisiaan vastaan
puristetun pinnan välissä silloin, kun pinnat
värähdellessään
pääsevät liikkumaan hieman. Pintojen
profiilihuippujen kosketuskohdissa kosketusjännitykset
nousevat hyvin suuriksi. Tällöin pintojen
profiilihuiput voivat hitsautua yhteen ja murtua liikkeen ansiosta.
Murtumisessa irtoavat metallipartikkelit hapettuvat, ja
oksidipartikkelit metallipintojen välissä aiheuttavat
edelleen abrasiivista kulumista (hiertymiskuluminen). Kuluminen voi
myös olla seurausta pinnan oksidikerrosten murtumisesta ja
uudelleen hapettumisesta (hiertymiskorroosio). Lisäksi
materiaalin irtoamiseen saattaa vaikuttaa pinnan väsyminen
värähtelevän liikkeen vuoksi
(hiertymisväsyminen).
Korroosiotuotteet
eivät poistu pintojen välistä pintojen
välisen
suhteellisen liikkeen ollessa hyvin pieni (³10-7
mm), jolloin ne tuhoavat pinnan liukuominaisuudet
myöhemmässä
käytössä. Kuvassa 3 on esitetty kaaviona
hiertymiskorroosiotilanne. Tyypillisesti hiertymiskorroosiota esiintyy
pinnoilla, joita alunperin ei ole tarkoitettu liikkuviksi, mutta jotka
ovat esim. kiristyksen löystyessä alkaneet
värähdellä toistensa suhteen.
Tyypillisiä hiertymisvaurioille alttiita koneenosia tai
rakenteita ovat puristussovitteet, pultti-, niitti-, kitka- ja
kiilaliitokset, lautas- ja lehtijouset, laakerit, lankojen tai
vaijerien kosketuskohdat jne.
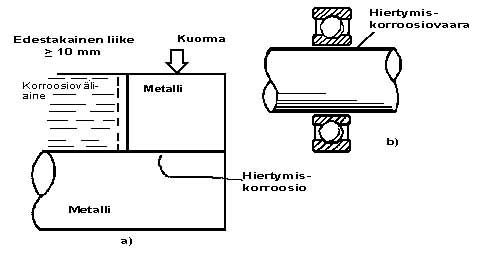
Kuva 3.
Hiertymiskorroosio: a) periaatteellinen esitys, b)
tavanomainen esiintymispaikka käytännön
rakenteissa.
Raerajakorroosio
Metalliseosten jähmettymisen,
lämpökäsittelyn, hitsauksen tai korkean
lämpötilan käytön
yhteydessä raerajoille voi muodostua
korroosionkestävyyttä heikentäviä
yhdisteitä, jolloin syövyttävissä
olosuhteissa metalliseos syöpyy voimakkaasti raerajoja pitkin
kuvan 4 mukaisesti. Raerajakorroosiota voivat aiheuttaa raerajoille
suotautuvat epäpuhtaudet ja tietyn seosaineen rikastuminen
raerajoille tai köyhtyminen matriisista raerajojen
läheisyydessä raerajaerkaumien vuoksi. Esimerkiksi
jos alumiini sisältää epäpuhtautena
rautaa, jonka liukoisuus matriisiin on pieni, se suotautuu raerajoille
ja aiheuttaa raerajakorroosiota.
Herkistyminen
Käytännön kannalta
merkityksellisin raerajakorroosion muoto on ruostumattomilla
teräksillä ns. herkistymisilmiön seurauksena
tapahtuva raerajakorroosio. Lämpökäsittelyn
tai esimerkiksi hitsauksen yhteydessä raerajoille muodostuu
kromikarbidia, johon sitoutuu runsaasti kromia raerajojen
läheisyydestä. Karbidin viereen muodostuu
tällöin hyvin kapea kromiköyhä
vyöhyke. Olosuhteissa, joissa ruostumaton teräs
normaalisti passivoituu, kromiköyhät alueet
eivät muodosta passivaatiokerrosta. Tällöin
syntyy tilanne, jossa anodisen alueen pinta-ala on hyvin pieni
verrattuna katodiseen alueeseen ja raerajat syöpyvät
nopeasti. Itse kromikarbidi ei syövy.
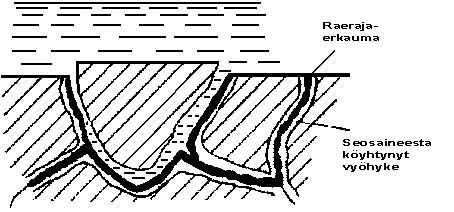
Kuva 4.
Raerajakorroosio on syntynyt erkaumien aiheuttaman
seosaineista köyhtyneen vyöhykkeen takia.
Austeniittinen
ruostumaton teräs herkistyy
lämpötila-alueella 550–800 °C
raerajoille muodostuvan Cr23C6-karbidin
johdosta. Karbidit voidaan liuottaa takaisin matriisiin
lämpökäsittelemällä
ruostumaton teräs lämpötilassa 1050
°C ja
jäähdyttämällä se nopeasti
huoneenlämpötilaan.
Ruostumattoman teräksen hitsauksen
yhteydessä herkistymistä saattaa tapahtua perusaineen
lämpövyöhykkeessä, jossa
lämpötila on herkistymistä aiheuttavalla
alueella. Herkistymistaipumusta voidaan pienentää
vähentämällä teräksen
hiilipitoisuutta. Tavallisista austeniittisista laaduista on saatavissa
niukkahiilisiä laatuja (esim. AISI 304L, C < 0,03 %).
Herkistyminen voidaan välttää myös
ns. stabiloinnilla, jolloin ruostumattomaan teräkseen
lisätään seosainetta, joka muodostaa kromia
herkemmin karbideja. Tällaisia seosaineita ovat titaani ja
niobi.
Ruostumattomien terästen lisäksi
esimerkiksi lujat alumiiniseokset (Al-Cu, Al-Si, Al-Zn-Mg) ovat
taipuvaisia raerajakorroosioon. Muokatuissa rakenteissa
raerajakorroosio etenee pinnan suuntaisesti johtaen siihen,
että materiaali irtoaa tuotteen pinnalta.
Valikoiva liukeneminen
Valikoivalla eli selektiivisellä
liukenemisella tarkoitetaan metalliseoksen jonkin seosaineen tai
mikrorakenneosan muita nopeampaa liukenemista, jolloin lopputuloksena
voi olla esimerkiksi sienimäinen reikiä
täynnä oleva rakenne (kuva 5). Tunnetuin valikoivan
liukenemisen muoto on messingeissä tapahtuva sinkinkato, mutta
vastaavasti tapahtuu alumiinin syöpymistä
alumiinipronsseissa happoliuoksissa, piipronsseissa piin liukenemista
ja koboltin liukenemista Co-W-Cr-seoksissa.
Käytännön kannalta
merkittävä valikoivan liukenemisen muoto on
lisäksi suomugrafiittivaluraudoissa tapahtuva ns.
grafitoituminen, jossa rauta syöpyy jättäen
jäljelle grafiittisuomurungon.
Kuva 5. Valikoiva
liukeneminen.
Jännityskorroosio
Jännityskorroosiossa metalliin muodostuu
murtumia korroosion ja pinnassa vaikuttavan vetojännityksen
vaikutuksesta. Jännityskorroosiomurtumaan johtava
korroosioympäristö on spesifinen kullakin
materiaalilla. Vetojännitystila puolestaan voi olla seurausta
ulkoisesta kuormituksesta ja/tai sisäisistä
jännityksistä.
Ulkoinen
kuormitus
voi aiheutua:
- staattisesta
kuormasta
- termisistä
mittamuutoksista
- ruuviliitoksen
kiristysvoimasta
- staattisesta
paineesta
- pyörimisliikkeen hitausvoimista
värähtelyistä.
Sisäisiä
jännityksiä aiheuttavat esimerkiksi
- kylmämuokkaus
- lastuaminen
- leikkaus
- lävistäminen
- hitsaus.
Sisäiset jännitykset ovat erityisen vaarallisia,
koska niiden kokoa on vaikea ennustaa ja ne usein ovat hyvin suuria,
lähes metallin myötölujuuden suuruisia. Erittäin
vaaralliseksi tilanne muodostuu, kun sekä ulkoiset että
sisäiset jännitykset vaikuttavat samanaikaisesti.
Tyypillisiä esimerkkejä jännityskorroosiosta
ovat messingin varastorepeäminen ja teräksen
lipeähauraus. Messinkien varastorepeämistä tapahtuu
valmistuksen (kylmämuokkaus, syväveto) aikana rakenteeseen
syntyneiden sisäisten jännitysten, ammoniakin ja muiden
typpeä sisältävien aineiden korroosion vaikutuksesta.
Ilmiöön vaadittava ammoniakin määrä on
äärimmäisen vähäinen ja se tiivistyy
varastoinnin aikana ilman vesihöyryn mukana messingin pinnalle.
Lipeähaurautta esiintyy kylmämuokatuissa (esim. niittaus,
mankelointi) kattilateräksissä emäksisissä
olosuhteissa.
Jännityskorroosion aiheuttama murtopinta muistuttaa
hauraan murtuman murtopintaa, vaikkakin sen aiheuttaja itse asiassa on
paikallinen korroosio. Kappaleen efektiivisen poikkipinnan
pienentyessä kuormitus lisääntyy, jolloin murtuminen saa
mekaanisen luonteen. Murtuminen voi edetä joko raerajoja pitkin
tai rakeiden lävitse.
Jännityksen lisääntyminen
vähentää murtumiseen johtavaa aikaa. Jännityksen on
ylitettävä tietty rajajännitys, ennen kuin
jännityskorroosiota esiintyy. Joissakin tapauksissa
jännityskorroosiota saattaa aiheuttaa jopa vain 10 % materiaalin
myötörajasta oleva jännitys. Rajajännitys, jonka
yläpuolella jännityskorroosiota esiintyy, riippuu kuitenkin
hyvin oleellisesti materiaalin ja ympäristön
yhdistelmästä.
Happi ja muut voimakkaat hapettajat lisäävät
jännityskorroosioherkkyyttä. Esimerkiksi tavallisella
austeniittisella ruostumattomalla teräksellä esiintyy
jännityskorroosiota vain hapettavissa kloridiliuoksissa.
Jännityskorroosiota voidaan estää poistamalla happi
liuoksesta. Jännityskorroosiota tapahtuu yleensä vain
tietyllä metallin ja liuoksen välisellä
potentiaalialueella. Muuttamalla potentiaalia joko anodiseen tai
katodiseen suuntaan jännityskorroosio voidaan
välttää. Lämpötilan nousu kiihdyttää
jännityskorroosiota. Tietyillä seoksilla, kuten
magnesiumseoksilla, jännityskorroosiota tapahtuu jo huoneen
lämpötilassa; useimmiten jännityskorroosio kuitenkin
vaatii korotettua lämpötilaa.
Metallin koostumuksen lisäksi sen mikrorakenne
(raekoko, orientaatio, erkaumat, sulkeumat), dislokaatiorakenne ja
faasien termodynaaminen stabiilisuus (metastabiilit faasit) vaikuttavat
jännityskorroosiotaipumukseen. Täten
lämpökäsittelytila, muokkausaste ja niiden
säätelemät ominaisuudet, kuten lujuus ja kovuus,
määräävät tietyillä seoksilla sen, ovatko
ne taipuvaisia jännityskorroosioon.
Huolimatta siitä, että jännityskorroosio on
käytännössä hyvinkin yleinen ja haitallinen
vaurioita aiheuttava korroosiomuoto, sen mekanismia ei
vieläkään ole täysin selvitetty.
Osittain tämä johtuu siitä, että
mekanismi on eri materiaalien ja ympäristön
yhdistelmillä erilainen.
Seostetuilla teräksillä yleinen
jännityskorroosion muoto on niin sanottu vetyhauraus, jossa
rakenteen haurastuminen on seurausta teräkseen diffuntoituneesta
atomaarisesta vedystä. Vety voi olla peräisin
ympäristöstä, pinnalla tapahtuvista
korroosioreaktioista, peittauksesta, hitsauksesta jne. Katodisessa
reaktiossa syntyvä metalliin diffuntoituva vety voi aiheuttaa
myös ns. vetyhalkeilua. Diffuntoitunut vety kerääntyy
vetymolekyyleinä huokoseen, jolloin paine huokosessa nousee
ja aiheuttaa rakenteen murtumisen.
Korroosioväsyminen
Kun rakenne joutuu värähtelyjen, vaihtosuuntaisen
kuormituksen tai termisten vaihteluiden alaiseksi, materiaalin
väsymislujuus määrää kestoiän.
Korroosioympäristössä väsymiskestävyys
useimmiten muodostuu huomattavasti pienemmäksi kuin ilman
korroosioväliainetta.
Vastaavalla tavalla kuin jännityskorroosiossa,
korroosioväsymisessä korroosion ja jännityksen osuus
vaurion syntyyn vaihtelee. Korroosioväsyminen on esimerkiksi hyvin
todennäköistä sellaisissa olosuhteissa, joissa
materiaali on altis muille paikallisen korroosion muodoille,
esimerkiksi pistekorroosiolle. Tällöin pinnan paikalliset
korroosiovauriot toimivat jännityksen keskittäjinä.
Austeniittiset ruostumattomat teräkset ovat erittäin alttiita
korroosioväsymiselle kloridipitoisessa
ympäristössä.
Korroosioväsymistä esiintyy kuitenkin myös
olosuhteissa, joissa materiaalin syöpyminen ilman dynaamista
rasitusta on tasaista syöpymistä, ja myös hyvinkin
lievissä korroosioympäristöissä. Tällöin
paikalliset muodonmuutokset, joita jännitysvaihtelut aiheuttavat
materiaalin pintaan, rikkovat passivaatiokerroksen ja/tai muodostavat
muuhun pintaan nähden epäjalomman alueen, joka anodisena
syöpyy.
Korroosioväsymistä aiheuttavia jännitysmuutoksia voi syntyä esimerkiksi
- putkistojen ja säiliöiden sisäpaineen vaihteluista
- epätasaisesta höyry- tai nestevirtauksesta
venttiileissä sekä venttiilien käyttöön
liittyvistä paineiskuista
- putkistojen ja säiliöiden lämpölaajenemiskäyttäytymisen eroista
- laitoksen tai prosessin ylös- ja alasajoista
- oheislaitteiden, kuten pumppujen, kompressorien tai venttiilien, aiheuttamista värähtelyistä
- paikallisista lämpötilavaihteluista.
Kaikkein yleisimpiä korroosioväsymismurtumat ovat
kuitenkin erilaisissa pyörivissä koneenosissa, kuten
akseleissa.
|
