Lähtökohdat
Korroosionestotekniikassa yritetään
estää edellä kuvattujen korroosion tapahtumisen ehtojen
täyttyminen. Tällöin tavoitellaan joko
liukenemisreaktion pysäyttämistä kokonaan tai sen
saattamista hallittuihin mittasuhteisiin.
-
Materiaalin valinnalla pyritään
välttämään elektrolyytin eli kosteuden ja sen
sisältämien epäpuhtauksien kertyminen pinnoille,
välttämään paikalliseroja synnyttäviä
jännitystiloja eri käsittely- ja käyttövaiheissa
sekä edistämään kappaleen "juohevuutta".
-
Materiaalin valinnalla pyritään poistamaan
potentiaalierot eri rakenneosien väliltä ja
välttämään erilaisia metalleja samassa
konstruktiossa. Täten saadaan korroosiota ajava voima (emf =
sähkömotorinen voima) minimiinsä.
-
Vedenkäsittelytekniikalla pyritään
muuttamaan vedessä käytettäviin laitteistoihin
kohdistuvaa korroosiovaikutusta.
-
Erikoistekniikalla pyritään
eristämään rakenteet toisistaan tai muuttamaan niiden
potentiaalia (jännitetasoa) katodista suojausta
hyväksikäyttäen. Voidaan yrittää myös
kokonaan poistaa syövyttävä elektrolyytti ilman
kuivauksen avulla tai inerteillä kaasuilla
syrjäyttäen.
Materiaalinvalinta
korroosioneston kannalta
Korroosio voidaan rakenteissa ottaa huomioon useilla eri tavoilla, esimerkiksi
-
lisäämällä
ainesvahvuutta
- valitsemalla käyttöympäristöön sitä varmasti kestävä jalomateriaali
- suojaamalla rakennemetalli pinnoitteilla tai
vedenalaisissa rakenteissa sähköisillä
suojaustoimenpiteillä katodisesti.
Materiaalin valinnassa ovat peruslähtökohtina
yleensä konstruktion lujuus-, valmistus- ja
käyttötekniikkaan liittyvät kysymykset, taloudellisuutta
unohtamatta.
Voidaan myös tietoisesti valita syöpymisaltis
materiaali. Silloin syöpyminen otetaan huomioon
syöpymisvaran muodossa, erityisesti kun korroosio on tasaista.
Pintakäsittelyyn päädyttäessä taas on otettava
huomioon sen edellyttämät hankinta-, suoritus- ja
ylläpitokustannukset.
Perusmateriaalina voivat teräksen kohdalla tulla
kysymykseen ns. säänkestävät teräkset, jotka
tosin syöpyvät, mutta aikaa myöten hallituissa
käyttöolosuhteissa syöpyminen hidastuu
riittävästi, jotta rakenne kestää.
Toisaalta voidaan käyttää runsasseosteisia
teräksiä, jolloin taas saatavuus, muokattavuus, hitsattavuus
ja kustannustekijät ovat määrääviä.
Kun materiaaleja tarkastellaan korroosioympäristön
mukaan, ne voidaan asettaa tiettyyn jalous- eli
paremmuusjärjestykseen. Tästä esimerkkinä
esitetään kuva 1 eri rakennemetalleista merivesikäytössä.
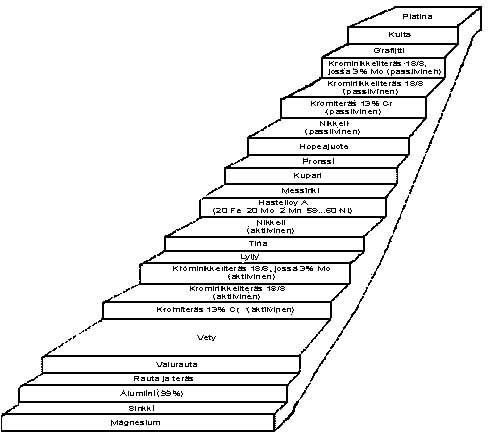
Kuva 1.
Rakennemetallien jännitesarja eli jalous merivedessä
vetyelektrodiin (tasanne) verrattuna.
Tarkastelussa on metallien ohella otettava huomioon myös muut
rakennemateriaalit, erityisesti lujitemuovit, joita voi
käyttää korvaavana materiaalina.
Materiaalia valittaessa tulee tarkastella ainakin seuraavia näkökohtia:
1) Tavoitteiden ja olosuhteiden täsmällinen määrittely
-
toivottu
kestoaika
kyseisessä käyttökohteessa
-
materiaaliin
kohdistuvat kemialliset rasitukset
-
materiaalin
kestävyyteen vaikuttavat fysikaaliset tekijät (esim.
virtausnopeus, lämpötila, eroosiovaara)
- epäpuhtaudet, joita rakennemateriaalista ei saa liueta tai irrota käsiteltävään tuotteeseen.
2) Tietojen
hankkiminen materiaalien kestävyydestä
Ellei pätevää materiaaliratkaisua ole
ennestään tiedossa, on selvitykset hankittava tunnetuista
tietolähteistä (kirjallisuus, asiantuntijat, tutkimukset,
kokeet, haastattelut yms.).
Ratkaisun tekeminen materiaalin ja suojauksen suhteen on eräänlainen kustannusten minimointitehtävä.
Rakenteen
suunnittelu
korroosioneston kannalta
On sanottu, että korroosionesto alkaa piirustuslaudan
ääressä. Kun otetaan huomioon, että
piirustuslaudalla tehdään muutakin suunnittelutyötä
kuin vain rakennepiirustuksia, pitää väite täysin
paikkansa. Korroosionestomielessä näet oikean ratkaisun tulee
olla teknisesti ja taloudellisesti harkittu ainakin seuraavilta
näkökannoilta:
-
On tehty kaikki voitava syövyttävien olosuhteiden ja epäedullisen sijoituksen välttämiseksi.
-
On suoritettu
oikea materiaalin ja suojaustavan valinta.
-
On pyritty välttämään korroosioteknisesti epäedulliset rakenteet ja muodot.
-
On
huolehdittu, että mahdollinen myöhempi pinnoitus
sekä pinnoitteen uusiminen on helppo suorittaa.
Edullisen rakenteen luominen edellyttää, että
tehdään kaikki voitava korroosiota edistävien
olosuhteiden välttämiseksi ja että toisaalta
tehdään mahdolliseksi suorittaa pinnoitus oikein ja huoltaa
korroosionestopinnoitteita. Huomautettakoon tässä
yhteydessä, että korroosionestomaalin hinta on konepajoilla
suoritetun korroosionestomaalauksen kustannuksista vain n. 20 %.
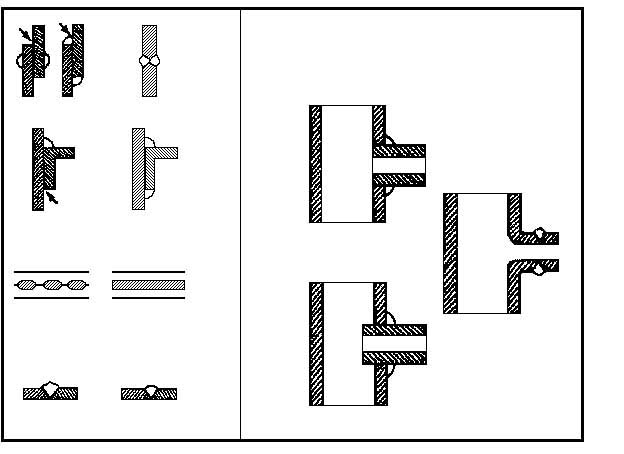
Kuva 2. Esimerkkejä
vääristä, kosteutta ja likaa tai pyörteisyyttä
aiheuttavista rakenneratkaisuista (vas.) ja korroosionestomielessä
suositeltavimmista ratkaisuista.
Rakenteen suunnittelussa on otettava huomioon seuraavia seikkoja.
-
Vältetään vaarallisten galvaanisten parien
syntyminen.
Kun eri jalousasteen (vrt. kuva 1)
omaavia metalleja yhdistetään samaan konstruktioon, tullaan
tilanteeseen, jossa epäjalompi osapuoli,
käytännössä teräs, syöpyy. Näin
ollen suurten potentiaalierojen syntyminen voidaan
välttää valitsemalla materiaalit jännitesarjasta
läheltä toisiaan. Ellei tätä voida
käytännössä toteuttaa, tehdään
tietoisesti ratkaisu, jossa vaara on otettu huomioon esimerkiksi
-
pitämällä epäjalomman metallin
pinta suurena jalompaan nähden (käytännössä ei
teräsniittejä kuparilevyihin, vaan kupariniitit
teräslevyihin, mieluiten kuitenkin teräsniitit
teräslevyihin)
-
eristämällä tarvittaessa metallit toisistaan, jos se on mahdollista rakennetta heikentämättä
-
pinnoittamalla epäjalompi metalli joko toisella
metallilla tai eristävällä pinnoitteella, kuten
korroosionestomaalilla.
-
Vältetään
tarpeeton kosteuden, kosteutta pitävän lian tms. kertyminen
rakenteisiin. Klassisia esimerkkejä rakenteista on kuvassa 2: vasemmanpuoleiset ovat vääriä, oikeanpuoleiset suositeltavia ratkaisuja.
-
Vähennetään
rakenteeseen käyttöolosuhteissa aiheutuvia mekaanisia
rasituksia, jotka voivat johtaa syöpymiseen
(jännityskorroosio, eroosiokorroosio, kavitaatio).
Syöpymisestä voi aiheutua lovivaikutusta, joka johtaa
jännitysmurtumiin, vaikka keskimääräinen
syöpyminen olisikin vähäistä. Pistekorroosiovaaraa
lisää erityisesti kloridien mukanaolo
korroosioympäristössä. Sille alttiita ovat
ruostumattomat teräkset piilokorroosion tai
jännityskorroosion muodossa.
-
Otetaan huomioon
sellaiset rasitusmuodot, jotka esiintyvät sekundaarisesti,
esimerkiksi vain valmistuksessa, mutta jotka voivat johtaa
syöpymiseen. Tällaisia ovat esim. hitsauksen tai
lämpökäsittelyn aiheuttama raerajakorroosio
austeniittisissa ruostumattomissa ja haponkestävissä
teräksissä. Tästä syystä on siirrytty
matalahiilisiin ruostumattomiin teräksiin, C alle 0,05 % (jopa C =
0,03 %).
-
Käytetään
rakenteita, jotka estävät veden pääsyn ahtaisiin
rakoihin piilokorroosiota aiheuttamaan. (Kuva 2.)
-
Rakenneosien
väliin on jätettävä riittävä tila
toisaalta hitsauksen suoritusta varten, toisaalta pinnan puhdistusta
varten. Samalla tarvitaan luonnollisesti
luoksepäästävyyttä itse suojapinnoitusta
tehtäessä. Putkimaisten rakenteiden väliin tulisi
jättää 500 mm.
Särmien pyöristys edistää juohevuutta ja parantaa
pinnoitteen onnistumista. Tunnettua on, että maali pyrkii
vetäytymään särmien kohdalla, jolloin aikaansaatava
pinnoite helposti jää liiankin ohueksi.
Hitsauksessa ja pinnan puhdistuksessa on edullista, jos
nurkkakohta jätetään avoimeksi silloin, kun sen ei ole
muista syistä tarpeen olla umpinainen. Kuvassa 3 on esimerkki.
Pintakäsittelytekniikka
korroosionestomuotona
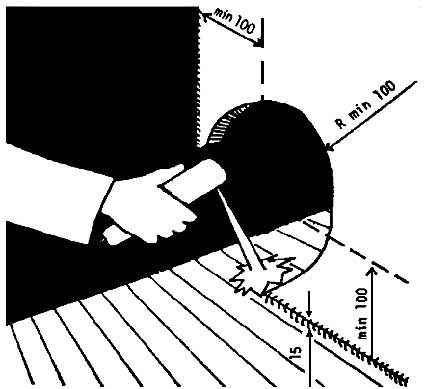
Kuva 3. Avoin nurkkarakenne, jollaista
käytettäessä hitsattavuus paranee, puhdistus helpottuu,
maalattavuus paranee ja tarkastus helpottuu. Tulos:
vältytään paikallisilta piilokorroosiovaurioilta.
Kuten alkuosassa tuli esille, voidaan rakennemetallin
korroosioalttiutta eli sen omaksumaa korroosiopotentiaalia muuttaa
pinnoittamalla. Metallipinnoitteet tehdään
sähkösaostamalla, kuumaupottamalla tai
metalliruiskutuksena. Kullakin menetelmällä on
tiettyjä pinnoituksen onnistumisen ehtoja. Tärkein yhteinen
tekijä on kuitenkin pinnoitettavan rakenteen puhdistettavuus ja
luoksepäästävyys puhdistuksen ja pinnoituksen
yhteydessä.
Pinnan
ruostumisaste ja puhdistusaste
Ennen itse pinnoitusta pinnat on puhdistettava rasvoista, liasta ja
korroosiotuotteista. Pintojen tila ennen puhdistusta
määritellään teräspinnan ruostumisasteina.
Nämä on lähemmin määritelty standardissa
SFS.ISO 8501-1:1988, jonka pohjana on ruotsalainen standardi SIS 05 59
00 värivalokuvineen.
Pintojen puhdistus määritellään
standardien avulla teräspinnan puhdistusasteina. Puhuttaessa
teräsharjauksesta käytetään lyhennettä St ja
aste ilmaistaan lukuarvolla 2 tai 3 (puhtain). Hiekkapuhalluksesta
käytetään lyhennettä Sa, asteet 2, 2 1/2 tai 3.
Nykyterminologia luopuu hiekkapuhallussanasta, koska
puhdistusväliaine ei enää aina ole hiekkaa. Uusi termi
on suihkupuhdistus.
Maalausjärjestelmät
ja maalien tuhoutuminen
Valittujen maaliyhdistelmien avulla saavutettavan suojauksen
kestävyyttä
käyttöympäristössään kuvataan
maalausarvoilla. Arvosteltaessa esimerkiksi takuuajan kuluttua
pinnoitteen tilaa, voidaan käyttää vertailuasteikkoa Ri
0 – Ri 5, jolloin maalausarvo 10 (Ri 0) vastaa täysin
vahingoittumatonta pintaa ja maalausarvo 5 (Ri 5) pinnan tuhoutumista
40/50-prosenttisesti.
Huoltomaalaus katsotaan aiheelliseksi arvolla 7 (Ri 3), ja
maalausarvoon 5 syöpynyt pinta tulisi tehdä kokonaan
uudismaalauksena.
Suojausarvot on lähemmin määritelty
standardissa SFS 3762, joka on kansilehtistandardi ruotsalaisesta
standardista SIS 18 51 11, joka sisältää
vertailukuvastot.
Pinnoitettaessa orgaanisilla aineilla, kuten maaleilla,
muoveilla tai kumeilla, on suojausmekanismina eristys korroosiota
aiheuttavasta ympäristöstä. Täten pinnoitteen
säilyminen eheänä on suojauksen toimivuuden perusehto.
Pinnoite saadaan tiiviiksi lisäämällä
pinnoitepaksuutta ja kolmas tärkeä tekijä on sen
tarttuvuus itse suojattavaan metalliin.
Maalit
ryhmitellään tarkoituksensa ja
toimintamekanisminsa mukaisesti
tartuntamaaleihin eli
primereihin
pohjamaaleihin, joissa
on korroosiota estäviä pigmenttejä
pintamaaleihin, jotka suojaavat kosteuden ja valon hajottavilta vaikutuksilta.
Kokonaisuutta kutsutaan maalausjärjestelmäksi.
Standardisoiduilla suojausratkaisuilla lasketaan
tarkoitetussa käyttökohteessa päästävän
10–15 vuoden kestoikään. Jotta tähän
päästäisiin, on valinnan oltava oikea, maalauksen ja
pinnan puhdistuksen suorituksen moitteeton ja kauttaaltaan vaatimuksia
vastaava. Se, että käytännössä ei aina
päästä näin pitkiin kestoikätavoitteisiin,
johtuu eriasteisista virheistä matkan varrella.
Syitä maalien
suojavaikutuksen tehottomuuteen
Maalien suojavaikutus
jää tehottomaksi tavallisesti seuraavista
syistä:
- esikäsittely
on puutteellinen
- maalausolosuhteet
ovat
sopimattomat
- maali on likaantunut
jo
ennen kuivumistaan, kuivunut liian nopeasti tms.
- maalikerros on liian
ohut tai bakteerin tuhoama
- maalikerros on
jäänyt huokoiseksi
- levyjen reunat ovat
pyöristämättä, jolloin suojakerros jää
maalin vetäytyessä kuivumisreaktioiden takia liian
ohueksi.
Koskaan ei voida välttää kaikkia virheitä,
tahallisia tai tahattomia. Niinpä käytännössä
parhaat tulokset onkin saatu nimenomaan vedenalaisissa rakenteissa
yhdistelmätekniikalla maalaus + katodinen suojaus.
Tällöin katodinen suojausvaikutus kohdistuu juuri maalin
vauriokohtiin ja antaa tarvittavan lisäsuojan. Suojareaktiot
muodostavat kuitenkin alkalisia korroosiotuotteita, joten maalien on
oltava alkaleja kestäviä. Alkydimaalit eivät siten
sovellu tällaiseen käyttöön. Riittävän
katodisen suojavaikutuksen muodostuminen edellyttää anodien
oikeaa sijoittelua.
Maalausjärjestelmät ja kerrospaksuudet tulisi valita
lopullisen käytön eli rasitusluokan mukaan. Tällöin
suunnittelijalla on kokemusperäisen tiedon ohella apunaan
standardit.
|
