![]()

Höyläämötoiminta
Höyläämöteollisuuden kannattavuus riippuu selvästi raaka-aineen käytön hyötysuhteesta, mihin vaikuttaa merkittävästi sahatavaran laatu. On valittava raaka-aineeksi sahatavaraa, jonka mittatarkkuus ja muut laatutekijät tunnetaan ja joka soveltuu höyläykseen. Varsinkin monet kuivausvirheet, kuten kovertuminen ja muut muodonmuutokset, voivat vähentää hyötysuhdetta. Etenkin listatavaran tulee olla oksatonta ja mieluimmin pintapuusta valmistettua. Sahatavara voi olla vajaasärmäistä, sillä oikein halkaistuna siitä saadaan täyssärmäistä listaa. Aikaisemmin käytettiin raaka-aineena paksua sahatavaraa, koska sahausrako oli paljon suurempi kuin kuivan tavaran halkaisusahan rako. Nykyisin tämä ero on kaventunut. Paksun sahatavaran kuperuuden oikaisu höylättäessä ei onnistu yhtä hyvin kuin laudoilla.
Höylättävän sahatavaran paksuusvaihtelu aiheuttaa vajaata höyläyspintaa. Tällöin on käytettävä isoa höyläysvaraa eli ylimittaa, jolloin raaka-aineen käytön hyötysuhde vähenee. Myös erilaiset kuivausviat laskevat helposti hyötysuhdetta. Höyläysjälki on hyvä, kun puun kosteus on alle 18 %. Monissa käyttötarkoituksissa on puutavaran oltava kuitenkin paljon kuivempaa. Esimerkiksi rakennuspuusepäntuotteiden kosteuden on oltava yleensä alle 16 %, ja lattialaudoissa sallittu kosteusraja on 10 %. Vaikka höyläys olisi tehty riittävän kuivalle tavaralle, nousee puun kosteus huonon varastoinnin takia 15—18 %:iin, jopa sen ylikin.
Mänty on yleisin höylätyn tavaran raaka-aine, mutta
kuusen käyttö on lisääntymässä. Valitettavasti kuusta syrjitään edelleen
tarpeettomasti, vaikka sen etuna on mm. mäntyä paljon vähäisempi pihkan
valuminen kuivattaessa. Lisäksi kuusesta on helppo löytää pieni- ja
terveoksaista tavaraa. Paneeleina käytetään jonkin verran haapaa, koivua
ja leppää. Listoja tehdään myös
punapyökistä ja maalattuina tai pinnoitettuina myös
MDF levystä. Oikean raaka-aineen valinta kunkin käyttötarkoituksen ja
asiakkaiden mieltymyksien mukaan sekä raaka-aineen ominaisuuksien
huomiointi muodostavat pohjan kannattavalle höylätavaratuotannolle.
 Sahatavaran
halkaisu
Sahatavaran
halkaisu
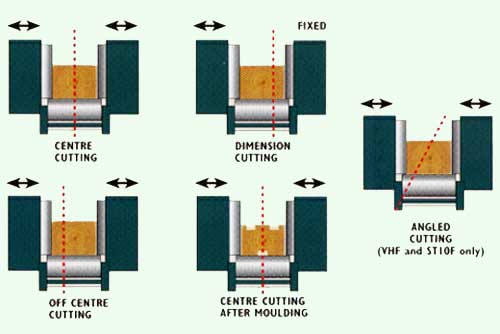
Osa sahatavaran höyläystä on usein halkaisu joko ennen höyläystä,
höyläyksen yhteydessä tai sen jälkeen. Alkuhalkaisu tehdään joko lape- tai
syrjähalkaisuna. Eri halkaisutavat vaativat yleensä koneelta erilaisia
syöttölaitteita, vaikka leikkaava terä olisikin samanlainen. Syrjähalkaisu
tehdään yleisimmin vannesahalla ja lapehalkaisu pyörösahalla, koska siinä
halkaisukorkeus on pieni ja voidaan käyttää halkaisijaltaan pienempää
terää. Tämän vuoksi sahausrako on kummassakin halkaisutavassa suunnilleen
sama eli 1,0—1,5 mm. Yleensä käytetään yksiteräisiä koneita ja
tarvittaessa useita ajoja, mutta myös useampiteräisiä ratkaisuja on
käytössä.
Sahausasetteet
Tehtävät
Muotohöyläys
Puuteollisuuden peruskoneita ovat höyläkoneet, joissa kappale voidaan
höylätä kaikilta neljältä sivultaan. Tällöin vaaditaan vähintään neljä
kursoa. Reunat työstetään suoraksi tai muotoon. Muotohöyläyksessä on
yhdistetty tasohöyläys ja jyrsintä. Voidaan myös sanoa, että
muotohöyläyksessä annetaan kappaleelle suorakaidepoikkileikkauksesta
poikkeava, esimerkiksi kaareva muoto.
Höyläkoneet luokitellaan seuraavasti
 Yleishöyläkone,
joka on erityisesti suunniteltu poikkileikkaukseltaan suorakaiteen
muotoisten kappaleiden höyläykseen.
Yleishöyläkone,
joka on erityisesti suunniteltu poikkileikkaukseltaan suorakaiteen
muotoisten kappaleiden höyläykseen.Listahöylä, joka on suunniteltu kapeiden, esimerkiksi 10 - 250 mm leveiden listojen höyläykseen määrättyyn muotoon.
Paneelihöyläkone on suunniteltu ohuiden ja erittäin vaativien sekä suurten listojen höyläykseen.
Listahöylän osia ovat
teräsrakenteinen runko
oikaisupöytä, jossa on kappaleen ohjain
syöttötelat
 alapuolinen
oikaisukara
alapuolinen
oikaisukarasaumauskara
syöttötelat
vasen pystykara
syöttötelat
oikea pystykara
syöttötelat
yläpuolinen vaakakara
syöttötelat
yleiskara
syöttötelat
Erään tyypillisen listahöylän teknilliset arvot ovat seuraavat
|
· |
työleveys |
< 250 mm |
|
· |
työkorkeus |
< 140 mm |
|
· |
syöttönopeus |
0-65 m/min |
|
· |
karojen kierrosluku |
6000 r/min |
|
· |
karamoottorin teho |
6 kW |
|
Höyläyksessä leikataan pyörivillä kursossa tai kutterissa olevilla terillä ohut lastu puun pinnasta. Kutterissa käytetään irtoteriä, mutta kursossa terät ovat kiinteitä. Koska liike on pyörivä, on pinta aaltomainen. Jotta aaltomainen jälki ei näy pinnassa, on aallonpituuden ja syvyyden oltava riittävän pieniä. Aallonpituuteen vaikuttaa höylättävän kappaleen syöttönopeus, kutterin kierrosluku ja leikkaavien terien lukumäärä. Aallonsyvyys riippuu lisäksi teräpäiden leikkuukehän halkaisijasta.
|
   |