![]()

Sorvitalttojen teroitus
Tavoitteena on, että oppija tietää sorvitalttojen terävyyden merkityksen työn onnistumisen kannalta ja että hän ymmärtää oikeiden teräkulmien tärkeän merkityksen. Asiakohdassa esitellään sorvaajien käyttämiä teroitustyövälineitä ja sekä leikkaavien että kaapivien talttojen teroituksen pääperiaatteita. Teroittamisesta kerrotaan laajemmin luvussa Terätekniikka, johon kannattaa tutustua ennen seuraavaan tekstiin perehtymistä.
Tehtävät
Teroitustyövälineet
Hiomakoneet
 Hiomakoneilla
sorvitaltat muotoillaan ja teroitetaan joko kuivahiontana tai
märkähiontana. Kuivahionnassa käytetään penkki- tai pöytähiomakonetta
(smirgeli) ja märkähionnassa tahkoa (esim. Tormek).
Hiomakoneilla
sorvitaltat muotoillaan ja teroitetaan joko kuivahiontana tai
märkähiontana. Kuivahionnassa käytetään penkki- tai pöytähiomakonetta
(smirgeli) ja märkähionnassa tahkoa (esim. Tormek).
Kuvissa oikealla smirgeli, alla tahko.
Kuivahionta on märkähiontaa nopeampaa, ja sitä käytetään silloin, kun talttaa muotoillaan hiomalla paljon. Käytännössä tällaisia tilanteita on kaksi:
-
 On
hankittu uusi taltta, johon sorvaaja haluaa itseään miellyttävän
terämuodon. Tehtaalla talttoihin on tehty vain alustava terän muoto,
eikä se juuri koskaan ole sellainen, että se tyydyttää sorvaajaa.
On
hankittu uusi taltta, johon sorvaaja haluaa itseään miellyttävän
terämuodon. Tehtaalla talttoihin on tehty vain alustava terän muoto,
eikä se juuri koskaan ole sellainen, että se tyydyttää sorvaajaa. -
Taltta on pudonnut betonilattialle, osunut pyörivään istukkaan tai muulla tavoin pahoin vaurioitunut ja tylsynyt, jolloin tarvitaan terän muotoilua uudelleen.
Monet kokeneet sorvitalttojen teroittajat käyttävät aina kuivahiontaa, kun konetta tarvitaan. Se on nopeaa, ja varsinkin ammattityössä nopeus on tärkeää. Kuivahionnan ongelmana on kuitenkin terän suun nopea kuumeneminen ja teräaineen pehmeneminen. Jos tällainen hiontavirhe tapahtuu, on se korjattavissa vain hiomalla varovasti pois kovuutensa menettänyt teräaine. Korjailuun taas kuluu paljon aikaa ja taltat lyhenevät nopeasti. Aloittelevalle sorvaajalle suositellaankin teriä säästävää märkähiontaa.
Märkähionta suoritetaan silloin, kun terä tylsymisen seurauksena vaatii koneellisen uudelleenteroituksen. Teroitustyö on hidasta mutta hyvän lopputuloksen kannalta riskitöntä. Kokenut teroittaja voi suorittaa teroituksen varsin nopeasti käsivaraisesti, kun taas kokemattomamman on syytä käyttää tahkon monipuolisia hiontatukia ja muita lisälaitteita.
|
Hiomakivet Kuvissa erilaisia hiomakiviä ja alakuvassa
timanttiteroittimia |
   |
Karalaikat
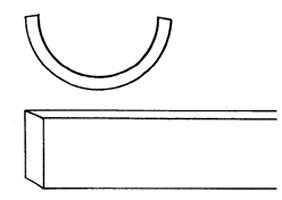
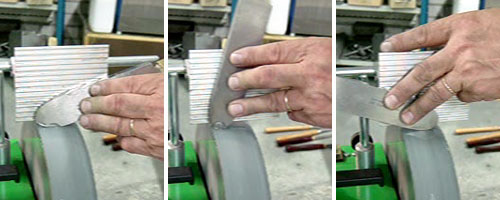
Rengas- ja koukkutalttojen teroitukseen tarvitaan erikoistyövälineitä,
sillä hionta on suoritettava renkaan sisäpinnasta eivätkä muiden talttojen
teroitukseen tarkoitetut välineet siihen sovellu. Taltan ja sen
teroittamiseen tarkoitetun hiomatyökalun kartiomuotojen on oltava samat.

Kuvat rengastaltan päästä ja teroittamiseen sopivasta kartiokaralaikasta sekä kierteen poisto rengastaltasta timanttiteroittimella
Leikkaavien talttojen teroitus
Leikkaavia sorvitalttoja ovat mm.
-
rouhintataltat
-
kourutaltat
-
viistotaltat eli tasataltat
-
erotustaltat
Näiden kaikkien teroituksessa tulee noudattaa samoja periaatteita. Ne ovat suorittamisjärjestyksessä seuraavat:
-
Taltan päähän hiotaan (kuivahiontana) oikea terän muoto.
-
Terä hiotaan oikeaan teroituskulmaan (kuiva- tai märkähiontana).
-
Koneellisessa teroituksessa terän suuhun syntynyt ”kierre” poistetaan (öljy- tai vesihiomakivillä tai timanttiteroittimilla).
-
Terän suuhun teroitusviisteen puolelle muodostuu kierteen poiston yhteydessä pieni hiomaviiste (mikroviiste) eli palko.
-
Käytössä tylsynyt, mutta muuten moitteettomassa kunnossa oleva terän suu teroitetaan uudelleen hiomalla mikroviistettä hieman suuremmaksi (öljy- tai vesihiomakivillä tai timanttiteroittimilla).

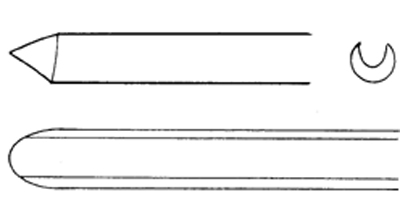
Rouhintataltan teroitus
Rouhintataltan teroitus, teroituskulma 45 astetta

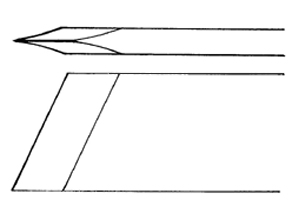
Kourutaltan teroitus
Kourutaltan teroitus, teroituskulma 30 astetta

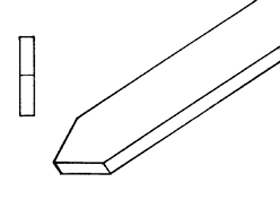
Viistotaltan eli tasataltan teroitus
Viistotaltan teroitus, teroituskulma 15 – 25 astetta terän viistous 25 –
35 astetta

Erotustaltan teroitus, teroituskulma 60 astetta
Tehtävät
Kaapivien talttojen teroitus
Kaapivat taltat ovat paksuja tasatalttoja. Niiden terän muoto ja
teroituskulma on erilainen kuin leikkaavissa taltoissa. On huomattava,
että
-
kourumuotoisia (rouhinta-, kouru-) talttoja ei teroiteta kaapiviksi taltoiksi
-
leikkaaviksi teroitettuja kourumuotoisia talttoja ei käytetä kaapimina.
Itse asiassa myös kaapivat taltat pyritään teroittamaan mahdollisin hyvin
leikkaaviksi. Teroittamisen vaiheet suorittamisjärjestyksessä ovat
seuraavat:
-
Taltan päähän hiotaan (kuivahiontana) oikea terän muoto.
Terä hiotaan oikeaan teroituskulmaan (kuiva- tai märkähiontana).
Koneellisessa hionnassa terän suuhun syntynyttä kierrettä ei poisteta vaan se jätetään taltan leikkaavaksi särmäksi. Mikroviistettä ei hiota.
Käytössä tylsynyt taltta teroitetaan uudelleen (kuivahiomakoneella)
Kaapivan taltan teroitus
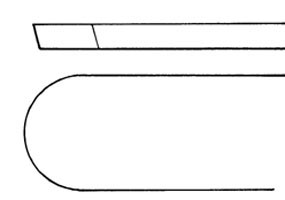
Kaapivan
taltan teroitus, teroituskulma 10 – 25 astetta
Tehtävät