![]()

Puristaminen
Kapeissa muodoissa puristaminen on yksinkertaista;
käytetään tavallisia kiskopuristimia tai erilaisia paineilma- tai
hydraulisia puristimia. Laminoinnissa päältäpäin puristamisesta on
huolehdittava, etteivät
kappaleet siirry sivusuunnassa niin paljon, ettei
 leveyttä valmiiseen
kappaleeseen jääkään riittävästi.
leveyttä valmiiseen
kappaleeseen jääkään riittävästi.
Leveät kaksipuoliset muotit puristetaan kiskopuristimilla tukevien puristuslankkujen avulla tai tarkoitukseen rakennetulla hydraulisella tai paineilmapuristimella. On huolehdittava, että puristus varmasti kohdistuu koko muotin leveyteen, ei vain reunoihin.
Kuvassa itse rakennettu muotopuristin.
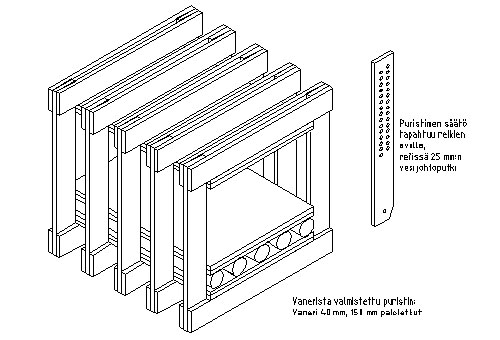
Vanerista valmistettu muotopuristin; puristus tapahtuu paloletkuilla
Puristusmuotit
Muotteina käytetään yksi- tai kaksipuolisia puristusmuotteja,
monimutkaisissa kappaleissa muotti voi rakentua useista osista.
Yksipuolinen muotti on vain kappaleen toisella puolella ja puristus
tapahtuu tätä vasten tavallisilla käsipuristimilla. Kaksipuolinen
 muotti
puristaa taivutetta nimensä mukaisesti molemmilta puolilta. Yleensä on
syytä suosia kaksipuolista muottia, koska sitä käytettäessä itse
puristaminen on yleensä nopeaa ja ongelmatonta. Yksipuolinen muotti
saattaa tulla kyseeseen lähinnä höyry- ja tyssäystaivutuksessa sekä
sellaisissa vapaamuotoisissa leveissä loivamuotoisissa viilupuristeissa,
joissa muotin toisen puolen teko tarkasti oikeaan muotoonsa on vaikeaa.
Tällöinkin puhutaan aina pienistä kappalemääristä.
muotti
puristaa taivutetta nimensä mukaisesti molemmilta puolilta. Yleensä on
syytä suosia kaksipuolista muottia, koska sitä käytettäessä itse
puristaminen on yleensä nopeaa ja ongelmatonta. Yksipuolinen muotti
saattaa tulla kyseeseen lähinnä höyry- ja tyssäystaivutuksessa sekä
sellaisissa vapaamuotoisissa leveissä loivamuotoisissa viilupuristeissa,
joissa muotin toisen puolen teko tarkasti oikeaan muotoonsa on vaikeaa.
Tällöinkin puhutaan aina pienistä kappalemääristä.
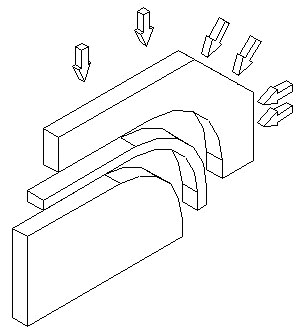 Kuvissa
yksipuolinen muotti ja kaksipuolinen muotti
Kuvissa
yksipuolinen muotti ja kaksipuolinen muotti
Muotti on aina suunniteltava huolellisesti etukäteen, koska erityisesti kaksipuolisessa muotissa tarkkuus on tärkeää, nimenomaan tarkkuus muotti en välisestä tilasta. Tätä on hyvin vaikeaa valmistuksen aikana mitata, joten koko ajan on oltava selvillä, mitä ollaan tekemässä. Muotti valmistetaan 10-20 mm leveämmäksi kuin valmis kappale, ja laminoitavat viilut tai puusäleet mitoitetaan muotin levyisiksi.
Tärkeää on huomioida muodon muutos puristuksenjälkeen. Laminoitujen kappaleiden mutkat joko oikenevat tai menevät suppuun puristuksen jälkeen. Muodonmuutokseen vaikuttaa kaksi voimaa:
-
Yksittäiset viilut pyrkivät oikenemaan oman sisäisen jännitteensä vuoksi.
-
Muoto pyrkii taipumaan lisää, koska liimatessa puu on kostunut ja turvonnut. Kun tämä vesi poistuu puusta, kappale ohenee ja aiheuttaa muodonmuutoksen.
Muodonmuutoksen suunta ja suuruus on mahdoton tarkkaan arvioida, teollisuudessakin samanlaisia osia valmistetaan täysin samoissa oloissa tuhansia kappaleita, vaihtelua yksittäisten osien välillä on. Muutoksen suuruuteen vaikuttavat ainakin lopullisen kappaleen paksuus, taivutuksen säde ja kulma, puulaji, sälepaksuus, syysuunta, puun kosteus, liimamäärä, liimatyyppi, puristusmenetelmä ja puristusaika. Karkeasti voidaan sanoa, että loivat kaaret tehtyinä paksuista säleistä pyrkivät oikenemaan, jyrkät kaaret ohuista viiluista menevät suppuun.
Jonkinlaisena suuntaa-antavana ohjeena voidaan pitää
istuin-selkänojapuristeessa kappalepaksuudella 10 mm, viilupaksuudella
0,8mm, 40mm taivutussäteellä ja normaalilla 102° taivutuskulmalla 3°
muodonmuutosta, siis muotti on tehtävä 3° avoimemmaksi kuin valmis muoto.
Muoto myös vaihtelee valmiissa kappaleessa ilman kosteuden mukaan.
Laminoidut kappaleet oikenevat jonkin verran loppukesällä kosteissa
oloissa, talven kuivuudessa menevät suppuun. Näin ollen esimerkiksi
tarkkoja 90° taivutuksia sitomattomissa rakenteissa ei pidä käyttää.
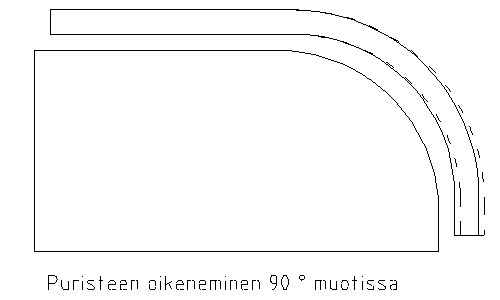
Muotissa otetaan huomioon puristetun kappaleen palautuminen liimauksen jälkeen.
Yksinkertaisimmillaan muotti valmistetaan sahaamalla vannesahalla nelikulmaisesta vanerilevystä taivutettavan kappaleen muotoinen ja kokoinen pala pois. Sahaus onnistuu, kun sahausviivat on piirretty tarkasti ja terävällä kynällä, lisäksi teräohjainten on oltava säädetty kunnolla, että ne todella ohjaavat terää ja pitävät terän suorassa kulmassa pöytään nähden. Muottimateriaalina vaneri on kevyttä ja kestävää, lastu- tai MDF-levyn vetolujuus ei ole yleensä riittävä muotteihin. Tällaista muottia voidaan käyttää höyry- ja tyssäysmenetelmissä sekä kapeissa laminoinneissa, niin massiivi- kuin viilupuristeissa.
Valmistettaessa leveitä viilupuristeita muottina käytetään useimmin ns. luurankomuottia, jossa vaneristen muotokaarien muodostama runko päällystetään puristuspinnan osalta vanerilla tai MDF-form-levyllä. Muotokaaret sahataan yhtenä nippuna vannesahalla tarkasti muotoonsa tai jyrsitään yksittäin mallineen avulla tai CNC-jyrsimellä. Kaaret kootaan pohjalevyn päälle tarkoin paikoilleen ja kiinnitetään pintalevyt.

Liimat
Yksittäiskappaleissa kapeisiin puristeisiin käytetään hidasta,
värjäämätöntä PV Ac-liimaa. Puristeeseen tulee paljon liimaa ja siten myös
kosteutta, jonka on annettava haihtua pois ennen kuin muotti avataan,
muuten muodonmuutokset ovat täysin hallitsemattomia.
Leveissä puristeissa tarvitaan paljon työskentelyaikaa liiman levitykseen ja puristamiseen, tällöin käytetään tavallisesti urealiimoja, joilla työskentelyaika on useita tunteja. Vaikka nämä ovatkin lämpökovettuvia, liima kovettuu ilman ylimääräistäkin lämpöä 1-2 vrk:ssa. Teollisuudessa käytetään muoteissa vastus- tai suurtaajuuskuumennusta, jolloin puristusajat ovat lyhyitä, kymmenen minuutin luokkaa. Muotopuristukseen on olemassa myös lämpökovettuvia PV Acliimoja, joilla on vielä etuna hyvä muotopysyvyys.
|
|